Место и роль автоматики в производстве
Свои мечты и фантазии об облегчении своего труда человек с давних пор воплощал в сказках, былинах, преданиях, мифах. Так родились образы ковра-самолёта, всевидящего блюдца, дверей, открывающихся по устному приказу, печки-самохода, топора-саморуба и т. п.
В XX веке большинство этих мечтаний было практически реализовано, в том числе, с помощью специальной отрасли техники — автоматики и телемеханики. Больше того, уже к концу 30-х гг. автоматика во многом превзошла фантазии народных сказаний. При этом вопрос встал об автоматизированном производстве машин, станков, т. е. о том, чтобы одни сложные машины автоматически производились другими сложными машинами. Автоматическое изготовление и сборка таких изделий ― дело непростое, и осуществить его только механическими средствами и способами невозможно. На помощь в создании автоматических машин, изготавливающих другие машины, должны были прийти все последние достижения физики, математики, электротехники, радиотехники, телемеханики. Социалистическому производству особенно нужны были такие металлообрабатывающие автоматы, которые заменяли бы не только физическую силу рабочих, но и выполняли бы в связи с производством ряд простейших функций, напоминающих функции органов чувств, например, зрения, слуха, осязания, обоняния.
При этом сразу же нужно отметить, что если в то время в США по поводу новой автоматической техники стали мелькать всякого рода эпитеты типа «думающая машина», «зрячая машина», «ощущающий автомат» и т.п. штампы, вошедшие в обиход и сбивающие с толку до сей день, в СССР вещи старались называть своими именами. Если создавался сложный станок-автомат, «умеющий» копировать сложные тела или «читающий» чертежи, то его так и называли: «профильно-копировальный», «электропрограмматорный», «фотооптический» и т. п. Ясно, что сами по себе эти станки ничего делать не могли и тем более не могли думать, видеть или чувствовать. Человек, т.е. рабочий, наладчик, инженер, настраивал эти машины нужным образом, давал им программу работы — технологическую карту и следил за тем, чтобы машина не сбивалась при выполнении заданной программы. Постепенно советские машины-автоматы, соединённые в линии, цеха или заводы, начали работать в точном соответствии с замечаниями Маркса на этот счёт, т.е. практически непрерывно, без длительных пауз между этапами обработки, и без содействия человека выполняли все движения по обработке сырья, нуждаясь только в контроле со стороны рабочего.
В 1935 г. в СССР была построена и пущена в ход небольшая ГЭС на оросительном канале возле Еревана. Станция не имела постоянного обслуживания, её здание и охранная зона были на замке. Только раз в неделю туда приезжали рабочий и инженер для проверки состояния механизмов и систем. Станция была оборудована электрическими и пневмоэлектрическими автоматами, работу которых контролировал дежурный техник, который находился на центральном пульте в двух километрах от ГЭС.
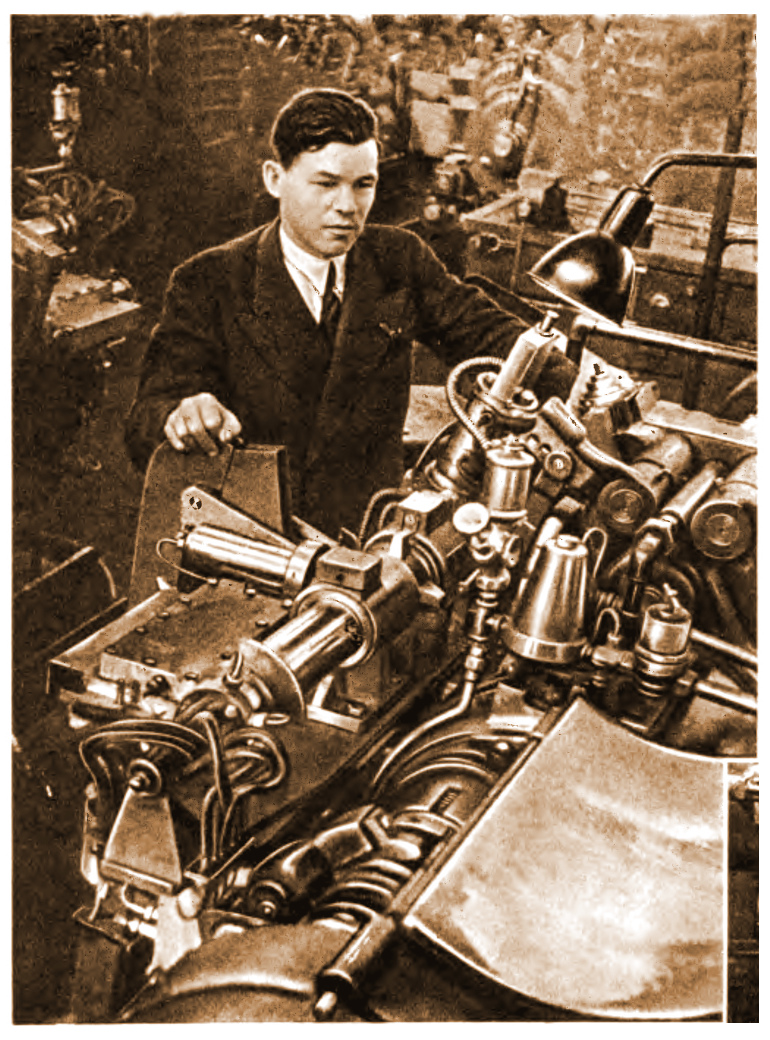
В том же году в США появились копировально-фрезерные автоматы фирмы «Келлер». Эти станки в рекламе называли «машинами с электрическим мозгом» и относили их к разряду «ощущающих» машин. Однако для того чтобы запрограммировать эти станки, нужно было предварительно изготовить из мягкого материала (дерево, воск, парафин, папье-маше) образец нужной детали (копир), закрепить его на станке и подвести к нему особый стальной щуп – тройсер. Во время работы такого станка тройсер скользил по копиру, как бы ощупывая его и повторяя контуры его поверхности. Тройсер последовательно обходил все точки поверхности копира, а режущий инструмент (фреза) через систему рычагов и усилителей получал от тройсера механические и электрические импульсы, перемещаясь в соответствии с ними по заготовке и придавая ей форму копира.
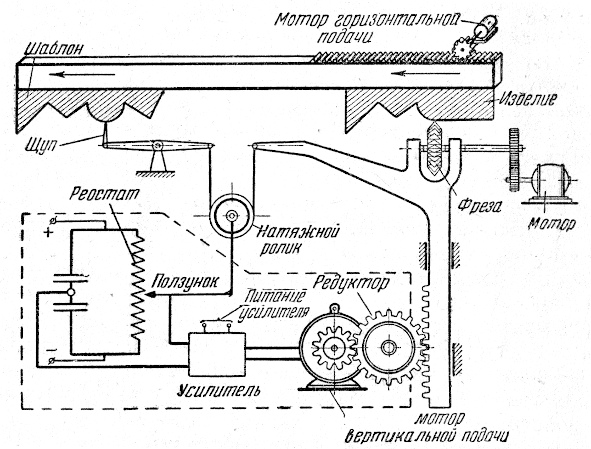
Схема работы автоматического копировально-фрезерного станка.
В 1936 г. в Московском станко-инструментальном институте развернулись работы по созданию металлообрабатывающих автоматов, которые не нуждались бы в таком неудобстве, как объёмный копир, т.е. в детали-образце. В 1938 г. такие станки были созданы. На них можно было производить сложные фигурные детали непосредственно по бумажному или картонному чертежу. Было достаточно вычертить на белом листе фигуру, которую нужно было изготовить, вставить этот лист в специальную кассету, кассету ― в камеру, расположенную возле щита управления станком, и нажать кнопку «Считывание». Станок «видел» чертёж с помощью электрических фотоэлементов, «переводил» чертёж в управляющие электрические сигналы, которыми станок настраивался и управлялся, а затем, после необходимой паузы, включался главный двигатель, двигатели суппортов, и обработка начиналась.
В этом фотоэлектрическом автомате главным управляющим органом был фотоэлемент, или, как его называли создатели, «электрический глаз», получавший отражённый свет от небольшого, но мощного фонаря.
В июне 1938 г. Центральный НИИ машиностроения закончил разработку и изготовление фрезерного фотоэлектрического автомата ― копировально-шаблонного станка ВВ-2, основанного на электромеханической (релейной) автоматике и оптических элементах (конструкторы Вихман, Соколов и Коровин). Этот станок мог фрезеровать заготовки в соответствии с кривой, вычерченной на белом листе бумаги. Заготовка крепилась на особом вертикальном столе, над которым была размещена камера фотовизора — специального оптического устройства с фотоэлементом. Камера фотовизора через систему электродвигателей, редукторов и рычагов была связана с фрезерной головкой станка. В самом фотовизоре имелась электрическая лампа и система линз, с помощью которой на чертёж проецировалось небольшое, но яркое световое пятно. Свет, отражённый от чертежа, попадал на фотоэлемент. Этот свет вызывал в фотоэлементе слабый ток, который шёл в усилитель. Усиленный ток поступал к реле, которые управляли более сильным током, идущим непосредственно к двигателям суппорта фрезерной головки.
Как же работал этот фотоэлектрический автомат? Световое пятно от проектора скользило по заданному контуру чертежа. При малейшей попытке пятна сойти с линии чертежа от специальных фотореле поступал сигнал в электронный усилитель — сигнал о том, что освещённость фотореле увеличилась (линия чертежа ушла из центра светового круга). Оттуда сигнал шёл к реле, управляющим двигателями всей фрезерной головки. Включался нужный двигатель, и головка перемещалась в направлении, противоположном сдвигу, до тех пор, пока сила тока в фотореле не достигала заданной ранее величины, что свидетельствовало о том, что центр объектива проектора вставал точно на линию чертежа, и освещённость фотореле, таким образом, достигала программных значений. Так происходил обход проектором, а значит, и всей фрезерной головкой, всего контура детали. Сами чертежи делались как на белой бумаге, так и на оцинкованной пластине либо на стекле4.
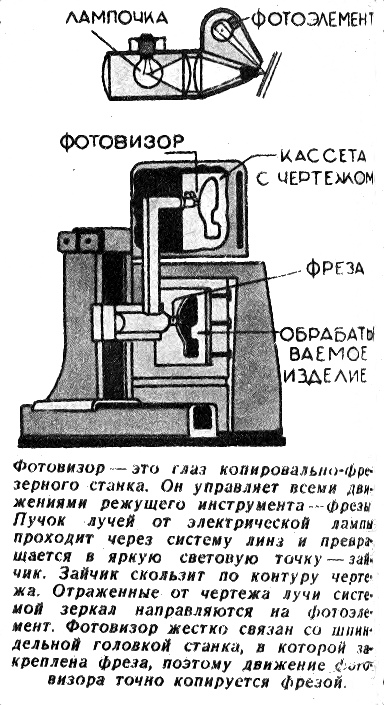
Схема работы фотокопировального фрезерного автомата (клик для увеличения).
Такой станок-автомат запускался в работу нажатием кнопки «пуск». Вся релейная автоматика была компактно расположена в специальном шкафе с пультом, на который были выведены сигнальные лампы, табло и органы управления станком. Лампы позволяли контролировать процесс фрезерования, а на табло указывалось положение фрезерной головки в любой момент её работы. Имелась целая система аварийной защиты станка, которая предотвращала всякого рода аварии, мгновенно останавливая станок или его аварийные органы.
ВВ-2 имел ряд недостатков, однако внедрение этого станка и других автоматов на его основе позволило уже в 1940-м ― первой половине 1941 г. коренным образом изменить целый ряд стандартных технологических операций и процессов, т.е. ускорить и удешевить их. Так, внедрение ВВ-2-М на ЗиСе, в цехе редукторов позволило повысить производительность труда на 15-20 %, что дало за 3-4 кварталы 1940 г. дополнительной продукции на 68 000 рублей5. Это немало.
Следующим шагом советского станкостроения было усовершенствование фотоэлектрических автоматов и применение их в тех областях металлообработки, где до последнего времени использовался дорогостоящий ручной труд. Речь шла, в первую очередь, о лекально-калиберном производстве, производстве штампов и деталей машин со сложной конфигурацией. К 1942-1943 гг. должны были появиться самые разные промышленные автоматы с фотоэлектронным принципом считывания чертежей и с электронным усилением управляющих сигналов6, ― токарные, шлифовальные, строгальные и специальные.
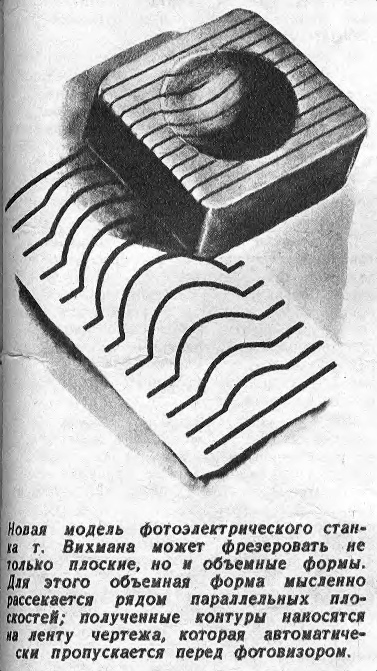
Автоматическая фрезеровка объёмных форм по слоям — сталинский аналог станков с ЧПУ или современной 3D-печати (клик для увеличения).
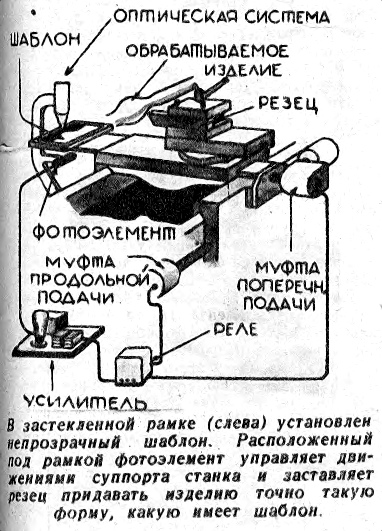
Схема работы фотоэлектрического токарного автомата (клик для увеличения).
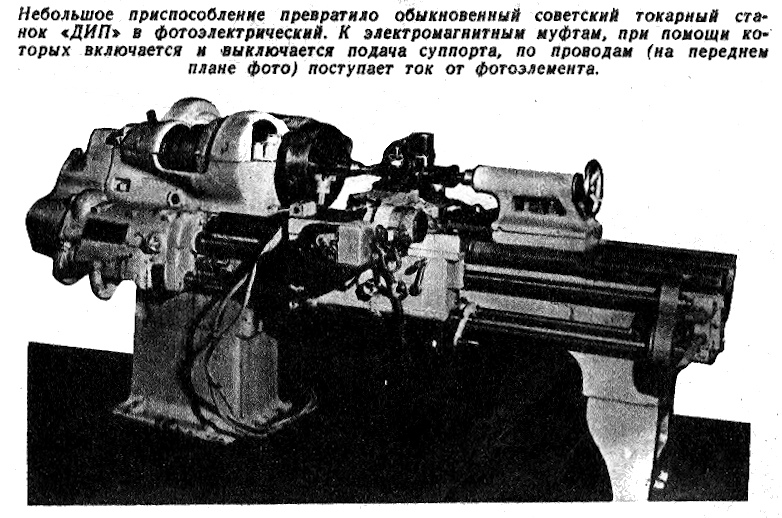
Внешний вид токарного фотоэлектрического автомата (клик для увеличения).
Телемеханика и программируемая автоматика давали возможность работать нескольким станкам по одному чертежу. При этом по чертежам планировалось не только изготавливать конкретные детали. Тот же принцип должен быть применён и для управления целыми технологическими процессами, т.е. целыми производственными линиями, состоящими из автоматов, цехами-автоматами и т.д. В этом случае на чертеже вычерчивалось или печаталось типографским способом сразу много линий, по которым должны были следовать несколько оптических считывателей отдельных станков, при этом каждый станок получал своё задание, а головной автомат всей линии или цеха по отдельно написанной программе «следил» за работой всех станков и «увязывал» её в единое целое, получая от станков электрические сигналы о ходе изготовления деталей.
Такие усовершенствованные линии получили широкое применение в нашей промышленности с 1946 г. — согласно Плану послевоенного восстановления и развития народного хозяйства СССР.
Что касается самих станков-автоматов, то топоры-саморубы, которые в сказках по приказу человека вырубали из дерева различные сложные фигурки, были уже не нужны: советский рабочий устанавливал в станок первую заготовку, взятую из магазина, вкладывал в «считывающее» устройство специальный бумажный чертёж детали, которую нужно было изготовить, устанавливал различные резцы и свёрла в револьверные головки и нажимал пусковую кнопку. Через несколько минут деталь сложной формы была готова, станок автоматически останавливался, манипулятор передавал деталь на соседний станок для дальнейшей обработки или отправлял на склад, а в зажимы вставлял следующую заготовку, взятую из магазина уже без участия человека.

Рассказ про автоматическую линию для изготовления двигателей — клик для полной информации.
В 1940 г. на опытном производстве Бюро взаимозаменяемости Народного комиссариата тяжёлого машиностроения был изготовлен станок для автоматического контроля размеров сложных деталей, изготовленных на токарных станках (конструктор Н. Ф. Рымарь). Эти контрольные автоматы были опробованы и внедрены на московском заводе «Калибр» весной 1941 г., повысив производительность труда службы ОТК на 40% и сэкономив только за 2 квартал более 30 000 рублей7.
Примерно в это же время на Егорьевском заводе «Комсомолец» был спроектирован и пущен в производство фрезерный полуавтомат конструкции И. Масолова. Станок имел электрическую автоматику и заменял собой сразу 6 обычных фрезерных станков, при этом один рабочий-фрезеровщик получал возможность обслуживать сразу 4 таких новых полуавтомата. Производительность труда после внедрения полуавтоматической линии из таких станков выросла почти на 80%, что за полгода дало стране дополнительной продукции на 250 000 рублей.
В 1937–1939 гг. в Энергетическом институте Академии наук СССР был разработан и создан электроинтегратор, предназначенный для решения дифференциальных уравнений (авторы — группа конструкторов под руководством Л. И. Гутенмахера). Принцип работы электроинтегратора был основан на аналогии физических законов: то или иное тело, например, чугунная отливка, гайка или болт, моделировалось в виде тела, построенного из множества мелких «кубиков». Каждый такой «кубик» был элементом электрической цепи, т.е. сопротивлением, индуктивностью или ёмкостью, резистором, катушкой или конденсатором. Решение практических задач происходило следующим образом. Если нужно было определить температуру в разных точках внутри стальной болванки при её закалке в печи, то на специальной панели, напоминавшей панель телефонного коммутатора, штекерами обозначали контур этой болванки, затем к граничным точкам этого контура подводили напряжение, которое имитировало температуру в печи. При этом в узловых точках внутри контура, состоявшего из множества элементов электрической цепи, возникали напряжения, соответствующие температурам в этих точках внутри болванки.
Величина этих напряжений измерялась вольтметрами, шкала которых соответствовала шкале электрического термометра. Реальный термический процесс, происходивший в нагреваемой детали, довольно точно моделировался таким электрическим процессом. Это объяснялось, в том числе, и тем, что оба эти процесса удовлетворительно описывались одним и тем же дифференциальным уравнением:
В 1940 г., когда в интеграторе применили электронные лампы, точность и производительность расчётов повысились8. В качестве основных задач, которые решались с помощью этого интегратора, были:
-
определение плотности переменного тока в проводах различного сечения (работы делались в рамках расчётов ЛЭП большой протяжённости от Куйбышевской ГЭС к Москве, от новых тепловых станций — к Ленинграду, Сталино, Свердловску, Нижнему Тагилу и ещё ряду промышленных центров СССР);
-
определение глубины проникновения переменного тока в стальные детали при их поверхностной закалке токами высокой частоты;
-
динамика охлаждения стальных изделий различных профилей после их прокатки;
-
измерение тепловых напряжений в бетонных деталях, в частности, в узлах плотины Куйбышевской ГЭС;
-
задачи прочности броневых листов, расчёты деформаций валов при кручении и другие технические задачи, требовавшие сложных математических расчётов.
В связи с интегратором Энергетического института, каким бы простым он ни казался сегодня, надо бы спросить кибернетиков, от Глушкова до нынешних защитников лженауки: пусть назовут хоть одно практическое, производственное дело социализма, в отношении которого они могли бы заявить, что в нём есть и их большой труд.
В 1939 г. на Московском станко-инструментальном заводе им. С. Орджоникидзе был запущен в ход цех-автомат. При этом надо учитывать, что станки-автоматы к тому времени работали в нашей промышленности уже давно. На многих советских заводах имелись цехи и участки, все станки которых были автоматами. Эти цехи так и назывались: автоматные. Но, как уже говорилось, цех, в котором работают такие автоматы, это ещё не автоматический цех, не цех-автомат. Чтобы автоматный цех превратился в цех-автомат, требовалось все его станки связать в единую производственную линию и создать общую систему, которая управляла бы всей работой цеха.
Цех-автомат завода им. Орджоникидзе был именно таким. На линии автоматических станков детали не только обрабатывались, но и перемещались со станка на станок так, как того требовал технологический процесс и управляющая программа. При этом детали автоматически устанавливались в нужное для каждого станка положение с точностью до 0,01 мм. На выходе из каждого станка все детали обмерялись контрольным автоматом, и только после того как были проверены все размеры, калибры, твёрдость, шероховатость, температура, деталь устанавливалась манипулятором на транспортёр и шла к следующему станку или на склад готовой продукции. То есть, на вход в цех-автомат поступал сырой материал в виде различных болванок, отливок, профилей и т.п., а в конце выходила готовая продукция — в виде отдельных деталей, собранных узлов и даже более-менее сложных изделий, если таковое закладывалось программой.
Общее управление цехом-автоматом велось из диспетчерской одним человеком. Этот центр управления представлял собой пульт, соединённый с электромеханическим вычислителем — прообразом современного сервера, который, в свою очередь, по проводам получал электрические сигналы от сотен различных датчиков, установленных на станках и линиях, «сопоставлял» эти сигналы между собой, «вырабатывал» те или иные нужные команды и отправлял их к исполнительным органам станков. Программы производства вводились в вычислитель с пульта при помощи тумблеров, переключателей и панели переменных сопротивлений. Всё управление имело электрический характер, сигналов в виде изменений давления или количества жидкости или газа не применялось. Но гидравлика и пневматика применялись в исполнительных органах, во всякого рода силовых манипуляторах, усилителях и т.п. Спроектировала цех-автомат группа советских инженеров во главе с М. Ф. Беляевым и А. М. Васильевым.
Завод Смита, о котором говорилось выше, был передовым производством своего времени. Это так. Но когда кибернетики и досужие обыватели обвиняют большевиков в уничтожении автоматизации, а сталинский СССР — в отсталости от США и Запада, они должны учесть, что создать в 30-е гг. цех-автомат для производства и сборки в узлы мелких и средних деталей высокой точности, из которых состояли дизельные и бензиновые двигатели, электромоторы, металлорежущие станки, — дело несравненно более трудное, нежели автоматическое производство больших коробчатых рам. Дело в том, что у Смита погрешность сборки в 0,5–1,0 мм не была критической, кроме того, основными процессами там были относительно грубые и простые операции штамповки, сварки и клёпки. А на заводе им. Орджоникидзе имели дело с рядом тонких и сложных операций. Точность изготовления деталей в цехе-автомате задавалась в пределах от 0,1 до 0,005 миллиметра. Сама передача детали от станка к станку, установка её в правильном положении, центровка — всё это были нелёгкие задачи для создателей автоматики. Кроме того, в процессе обработки меняются размеры изделия, непрерывно изнашивается режущий инструмент, меняется температура металла и т. д. Иными словами, автоматика должна была «учитывать» и «реагировать» на сотни новых вводных и тут же «вносить» поправки по всем этим вводным. Для этого нужны довольно сложные программы и довольно сложные автоматические устройства, способные переводить эти программы в нужные электрические сигналы и направлять эти сигналы к нужным исполнительным органам. А это дело непростое даже при нынешнем уровне развития техники, что уж говорить о конце 30-х гг., когда основой автоматики было электрическое реле, термопара и простой фотоэлемент. Тем не менее, сталинские рабочие и инженеры решали труднейшие задачи автоматизации и уже задумывали новые системы управления и регулирования производства, основанные на электронных лампах и первых полупроводниковых приборах. А на дворе был 1940-й год. Так кто от кого отставал?
Вернёмся в цех-автомат завода им. Орджоникидзе. При неполадках на линиях срабатывала сирена, а на пульте зажигались лампы, указывающие, какой именно узел на каком станке или участке линии неисправен. Другая группа ламп показывала возможный характер неисправности. Таким образом, наладчики и ремонтники заранее знали, куда идти и что с собой брать для ремонта и наладки.
В цеху вместо 320 работали 30 человек. Из них 4 — диспетчеры, 12 — слесари-ремонтники, 4 — электрики, 4 — наладчики, 4 — начальник цеха, бухгалтер-табельщик, инструментальщик и уборщица.
Подобный цех-автомат по производству поршневых пальцев был запущен на автозаводе им. Сталина в феврале 1941 г. Расширить автоматическое производство на весь моторный завод, т.е. полностью автоматизировать выпуск двигателей к грузовикам, помешало нападение на нашу страну фашисткой Германии. Однако уже в 1948 г. на ЗиСе заработал ещё один цех-автомат по производству поршней для автомобильных двигателей. В этот момент ни у «Форда», ни у «Дженерал Моторс» производства такого уровня ещё не было — и это несмотря на то, что хозяева обеих фирм сказочно обогатились на военных поставках и правительственных заказах для армии в период с 1940 по 1946 гг.
Автоматическая линия по обработке деталей для гусеничных роликов была спроектирована и создана на Сталинградском тракторном заводе в 1940 г. силами рабочих и инженеров под руководством инженера-изобретателя С. Ивочкина. Всё оборудование автоматической линии было изготовлено на заводе, только вычислители и блоки релейной электроавтоматики были заказаны на других предприятиях. При создании этой линии рабочие внесли более 100 рационализаторских предложений.
Линия состояла из пяти станков-автоматов, связанных в единое целое конвейером, манипуляторами и системой управления. Обслуживали линию один рабочий-наладчик и один электрик в смену, роль которых сводилась к настройке станков, присмотру за ними и устранению неполадок. Автоматика управляла загрузкой роликов в магазины, передачей их от станка на станок, установкой детали нужным образом и закреплением её в станке, выбором режущего инструмента и режима резания. Манипуляторы и усилители были гидравлическими. Системой гидравлики управлял релейный автомат-распределитель, который открывал или закрывал нужные клапаны и золотники, подавая масло к исполнительным органам. Программирование и текущее управление линией осуществлял сменный диспетчер, как правило, вчерашний наладчик.
Одной из форм стахановского движения было многостаночничество. Эта форма, с одной стороны, была обусловлена применением станков-автоматов, а с другой прямо стимулировала создание и внедрение в производство автоматических линий, цехов и целых заводов-автоматов. Если говорить более конкретно, то стремление рабочих и инженеров облегчить и упростить такое многостаночное обслуживание привело к внедрению на ряде предприятий интересного автоматического устройства, получившего название «автоподручный многостаночника». Спроектировали и построили первые устройства этого типа в 1936–1937 гг. на «Уралвагонзаводе». Авторы ― молодые стахановцы Шапиро, Синкин, Гневашев и Быков.

Рассказ об автоматическом манипуляторе-«автоподручном» — клик для полной информации.
«Автоподручный» был относительно простым релейно-электрическим сигнально-управляющим автоматом, части которого можно было устанавливать почти на любом станке, не меняя его конструкции. Автомат давал возможность рабочему-многостаночнику непрерывно контролировать на расстоянии работу нескольких станков. Таким образом, к рабочему постепенно переходили основные функции диспетчера.
На каждом станке монтировался электрический прибор ― регистр, который «следил» за работой всех основных органов станка и непрерывно посылал по проводам импульсы тока в электрический силовой шкаф станка, где были установлены магнитные пускатели, реле и реостаты, т.е. органы силового электрического управления станком. Импульсы проходили через усилители сигналов и управляли работой этих силовых органов станка, запуская или останавливая манипуляторы, зажимы, двигатели, изменяя частоту их вращения, включая или выключая те или иные реле, соленоиды, открывая и закрывая всякого рода вентили и краны и т. д.
Одновременно с непосредственным управлением работой станка регистр «управлял» световой и звуковой сигнализацией, извещая многостаночника о текущем положении и о ходе работы станка.
Программировал регистр сам рабочий: установив деталь в станок и подведя к ней режущий инструмент, рабочий задавал нужную программу резания ― ход суппортов, т .е. профиль детали, скорость резания, его глубину, вид и очерёдность операций, подачу эмульсии, максимальную и минимальную величину тока главного двигателя и т.д. Выход значений тока за пределы установки означал, что или скорость резания выше допустимой, или затупился режущий инструмент, или из-за износа резцов глубина резания меньше, чем нужно. Запрограммировав станок, рабочий (а это уже был не просто рабочий, а сталинский рабочий-инженер) переходил последовательно ко всем станкам на линии и запускал их в работу. При этом он мог быть спокойным насчёт работы всех уже работающих станков: на линии над станками был установлен «светофор», хорошо видимый со всех сторон, с множеством сигнальных ламп, который светом и звуком немедленно оповещал рабочего о том, что на том или ином станке случилась неполадка.
За 30 секунд до окончания операции на станке раздавался звонок или гудок, а на «светофоре» вспыхивала зелёная цифра ― номер станка, на котором подходила к концу производственная операция. У рабочего было достаточно времени для того, чтобы подойти к этому станку, снять готовую деталь, поставить новую и запустить его в работу. Если же рабочий был занят и не мог сразу подойти к станку, то никакой аварии не происходило. Когда заканчивался цикл обработки, электроавтоматика останавливала станок, затем раздавался второй звуковой сигнал, а на «светофоре» зелёная цифра сменялась красной, а под ней вспыхивало табло с надписью «Простой». Это был сигнал рабочему о том, что операция давно закончена, станок простаивает, время теряется, продукция не производится.
«Автоподручный» позволил переходить на обслуживание 4-5 станков там, где до этого рабочий едва успевал обслужить два станка. Недостатком первых моделей станков с «автоподручным» «Уралвагонзавода» была необходимость вручную устанавливать детали в станки и подводить к ним суппорты. Эти недостатки решили устранять не путём автоматизации отдельных станков, а путём разработки и применения целых станочных автоматических линий, в которых задействовали как станки-автоматы, так и полуавтоматы. Но на полуавтоматах хотя и устанавливали те же регистры, что и на первых станках с «автоподручным», но при этом загрузка и установка деталей была поручена манипуляторам. Причём сразу на нескольких заводах стахановцы пришли к выводу о том, что от сложных и дорогих гидравлических манипуляторов во многих операциях надо отказаться ― в пользу манипуляторов пневматических, которые давали тот же эффект, стоили вполовину дешевле и намного проще и быстрее обслуживались и ремонтировались. При этом релейно-электрические регистры, работавшие в цехах-автоматах, были быстро усовершенствованы, а именно, эти приборы сводили в систему, конструировали общий головной блок управления, который позволял на расстоянии задавать программу каждому отдельному регистру, а аварийные и предупреждающие сигналы от отдельных станков приобрели более конкретный характер, т. е. сигнализировали рабочему или диспетчеру не только о «крайних» ситуациях, аварии, остановке и т. п., но и о текущих параметрах работы станков, в том числе и о тенденции того или иного параметра к выходу за пределы нормы.
При этом надо учитывать, что к 1938 г. готовых станков-автоматов в стране было ещё недостаточно (т. е. таких станков выпускалось много, но рост производства только в машиностроении был таким быстрым, что для оснащения всех новых предприятий автоматов не хватало). Поэтому заводские стахановцы превращали в полуавтоматы и полные автоматы обычные станки с ручным управлением, а не ждали, когда промышленность преподнесёт готовые автоматы на блюде. Фактически автоматы и автоматические линии стали создаваться на непрофильных заводах и фабриках, а не только на станкостроительных заводах.
С другой стороны, станкостроение щедро снабжалось готовыми моделями и техническими решениями с таких непрофильных производств. Можно сказать, что ещё до войны в советском машиностроении прочно наметилась тенденция (уже коммунистическая тенденция) к универсализации производства, т. е. при том, что завод сохранял и развивал свою специфику, он не замыкался в ней, а создавал новые машины, «не типичные» для своего профиля.
В этом смысле многие предприятия не ждали приказа из Наркомата тяжёлого машиностроения, а создавали у себя автоматические участки, линии и вплотную подходили к созданию цехов-автоматов полного цикла (например, на входе в цех — 32 вида сырья, на выходе — готовый дизельный мотор). К 1943 г. ЗиС, ЗиМ, «Уралвагонзавод», Новокраматорский машиностроительный завод, Уральский новотрубный и ещё ряд важнейших предприятий страны должны были перевести у себя 70–80 % всего производства на полную автоматизацию, а к 1945 г. ЗиС, ЗиМ, Подольский механический завод, Ленинградский оптический завод планировалось автоматизировать полностью9. В этом случае для управления каждым таким заводом, на котором в 1940 г. были заняты тысячи или десятки тысяч людей, было бы достаточно 200–300 высококвалифицированных специалистов, чья работа сводилась бы к наблюдению за нормальным ходом производства, к наладке и дальнейшему усовершенствованию техники и технологии. Эти специалисты уже не были бы ни только рабочими, ни только инженерами. Это были бы и рабочие, и инженеры, и учёные в одном лице.
Итак, вполне очевидно, что роль и значение автоматики и телемеханики в народном хозяйстве СССР росли самыми быстрыми темпами. Автоматическое производство резко повышало производительность труда, высвобождало кадры, необходимые для новых предприятий, учреждений и новых отраслей промышленности, улучшало условия труда, повышало качество продукции.
Что же такое автоматика и телемеханика, и каково было их место в ряду социалистических средств производства? Проследив историю развития техники, можно сказать, что её развитие было длительным и противоречивым процессом освобождения человека от ручного труда и от непосредственного участия в конкретных производственных операциях.
Производственный процесс можно упрощённо рассматривать как единство и переплетение трёх составляющих: силовой (энергетической), технологической и контрольно-регулирующей. Т. е. с этой технической стороны для машинного производства необходимы три фактора — источник энергии, само орудие для выполнения тех или иных операций над сырым материалом и фактор контроля и управления машиной. Если взять первобытного человека, то у него силовыми «факторами производства» были его органы, непосредственно выполняющие тот или иной производственный процесс, т. е. руки, ноги, пальцы. Их приводила в движение мускульная сила человека. Само собой разумеется, что направляющим и контролирующим фактором являлся тоже сам человек — его ум.
В ходе развития производства мускульная энергия человека заменялась мускульной силой домашних животных. Далее энергия животных заменялась энергией ветра, воды, затем энергией пара, электричества, солнца, внутриатомной энергией вещества. Необходимость замены мускульной силы человека силой животных, ветра и воды, затем силой пара вызывалась нуждами производства, когда мускульной силы живых существ, а затем и простейших машин, приводимых в движение ветром или водой, становилось недостаточно для повышения производительности труда и для более глубокого, полного и совершенного преобразования вещества природы. Эта необходимость привела к созданию паровых машин и всех дальнейших двигателей, таких как турбина, двигатель внутреннего сгорания, электродвигатель, т.е. самых разных преобразователей одного вида энергии в другой, которые предназначаются для одной цели — как силовой привод рабочих машин.
Процесс замены человека, как непосредственного исполнителя трудовых операций, привёл к созданию станков, агрегатов, транспортных механизмов и т.п. рабочих машин, машин — орудий труда.
Что касается третьего фактора — контрольно-регулирующего, управляющего, то длительное время было так, что осуществление этих функций было немыслимо без прямого участия человека с его органами чувств и аппаратом высшей нервной деятельности. Трудно было представить, что будут созданы специальные машины, которые после их настройки человеком смогут регулировать тот или иной производственный процесс, следить за правильностью его выполнения, устранять возможные отклонения от нормального хода, контролировать качество продукции и т. д.
Действительно, до появления специальных машин, с помощью которых человек смог управлять другими машинами, а именно, рабочими или транспортными машинами, в распоряжении общественного производства было только два класса машин: машины для привода, т. е. двигатели, преобразователи энергии, и машины — непосредственные орудия производства. Лишь разовые или кратковременные рабочие циклы их совершались самостоятельно, без регулирования и управления, а для поддержания правильной и бесперебойной работы машины в целом было необходимо а) участие человека в управлении, регулировании, контроле, загрузке и разгрузке и б) применение специальных машин — регуляторов, контроллеров и т. п. машин для управления другими машинами (производственными). На ранних стадиях машинного производства такое положение было и неизбежным, и достаточным, так как человек средних способностей, средней сообразительности и сноровки мог достаточно правильно, надёжно и быстро выполнять все операции управления и регулирования машин.
Но по мере роста скоростей, давлений, температур в производстве, по мере миниатюризации/увеличения массы и размеров полуфабрикатов и конечного продукта, по мере роста требований к точности обработки вещества росла зависимость основного процесса производства от целого ряда других процессов, за которыми нужно непрерывно наблюдать и управлять — и в соответствии с состоянием основного процесса и результатами наблюдения за сопутствующими процессами включать, выключать те или иные механизмы, менять рабочие параметры машин и т. п. Для быстрого и точного выполнения всего этого возможностей человека стало не хватать.
Для выполнения этих функций и был разработан третий класс машин, главным назначением которых являлось не преобразование энергии, не привод рабочих машин, не выполнение операций по обработке сырья, а машинное управление, контроль и регулирование работы первых двух классов машин. Здесь нужно понимать, что всякого рода регуляторы, контроллеры, процессоры, автоизмерители, автопилоты, регистры, блоки управления и т. п. сами по себе не управляют ничем, и не могут управлять. Они выполняют — лучше человека (точнее, плавнее, надёжнее, дольше) — только то, что им предписано человеком, т.е. то, что человек указал в программе действий, в настройках каждому такому автомату. Никаких «решений» эти машины не принимают, в противном случае это были бы не машины, а живые существа с развитым сознанием, создавшие орудия производства и производящие с их помощью свою материальную жизнь. Сколь бы ни сложна была машина для автоматического управления рабочей машиной, она выполняет только то, что заранее предусмотрено человеком и «прописано» в её настройках.
С другой стороны, как бы ни сложны были эти настройки (программы), это не что иное, как конкретные производственные задачи, которые человек выразил в форме нужных производственных режимов (последовательностей) и характеристик машины, т. е. в виде совокупности механических, электрических или электромагнитных импульсов нужной величины и длительности.
Это означает, что при автоматическом управлении рабочими машинами человек никуда не девается от этого управления. Но при этом он управляет рабочей машиной не непосредственно, напрямую, а опосредованно, через машину для автоматического управления и регулирования (регулятор), которая соединена должным образом с рабочей машиной (объектом регулирования). Это можно представить себе на простом примере. Дизельным двигателем, вращающим электрогенератор, можно управлять двояко:
-
человек может непосредственно изменять или поддерживать частоту вращения коленвала этого двигателя, рукой или ногой перемещая или удерживая в нужном положении топливную рейку насоса высокого давления;
-
человек может установить на дизельный двигатель регулятор частоты вращения (однорежимный или многорежимный), настроить этот регулятор на поддержание определённой частоты вращения вала двигателя, запустить дизель и на время «забыть» о нём, так как регулятор будет относительно точно поддерживать в течение длительного времени именно ту частоту вращения двигателя, которая нужна человеку и которую человек «прописал» в настройке регулятора.
В этом последнем случае топливной рейкой топливного насоса высокого давления управляет (двигает её влево и вправо, удерживает на месте) автоматический регулятор, не позволяя оборотам двигателя выйти за пределы установленных человеком границ. Если бы оператор не прикасался к этому регулятору, который на заводе был настроен либо на «0», либо на поддержание произвольной какой-либо частоты вращения, то в этом случае дизельный двигатель либо не запустился бы вообще, либо поддерживал бы ту частоту вращения двигателя, которая была настроена рабочими на заводе-изготовителе, но которая, возможно, не устраивает нас по данным условиям производства.
Из сказанного выше видно, что автоматические устройства можно разделить на четыре основные группы по назначению в производстве. К первой группе относятся всякого рода станции и блоки управления, в состав которых входят самые разные автоматические устройства из второй, третьей и четвёртой групп. Эти машины предназначены для управления по программе машинами и производственными процессами.
Ко второй группе относятся автоматы контроля, которые проверяют качество и проводят сортировку продукции без непосредственного участия человека в этих операциях.
К третьей группе относятся автоматы защиты, которые «следят» за режимом работы машин и в случае отклонения от нормы тех или иных параметров машины или рабочего процесса, который выполняется на этой машине, автоматически сигнализируют об этом оператору и/или сами выключают машину или её отдельные агрегаты.
К четвёртой группе относятся автоматические регуляторы, задача которых автоматически поддерживать заданное значение некоторой физической величины (напряжения, давления, расхода, частоты вращения, скорости и т. д.), т. е. быстро устранять возможные отклонения этой величины от заранее заданного значения.
Все эти автоматические устройства получили условное название «рефлекторные автоматы». Ясное дело, что внешняя видимость подобия работы этих машин действиям человека совершенно не означает, что они «поумнели» и обладают той же рефлекторной способностью, что и человек. Автоматические устройства любого уровня сложности есть только помощники человека, усиливающие его органы чувств и выполняющие ряд однообразных трудоёмких операций, которые при их внимательном рассмотрении являются совокупностью элементарных рабочих операций, сложность которых определяется их множественностью, т. е. количеством.
В этом нетрудно убедиться. С развитием техники производства человеку становится всё труднее и невыгоднее непосредственно управлять машинами, т.е. заменять собой автоматические устройства всех четырёх групп. Так, например, радиолокация использует физическое явление радиоэха. Ультракороткие радиоволны, излучённые передатчиком радиолокатора, отражаются от того или иного предмета и, возвращаясь обратно на приёмник радиолокатора, вызывают вспышки на экране специальной электронно-лучевой трубки (кинескопа). Радиоволны распространяются со скоростью света (почти 300 000 000 м/сек), что намного выше скорости распространения в атмосфере звуковых волн (330 м/сек). Для того чтобы звуковой волне дойти до объекта, находящегося от локатора на расстоянии 1650 м, и обратно вернуться на приёмник локатора, потребуется 10 секунд. Радиоволна пробежит весь этот путь за 11 микросекунд. В этом заключается одна из выгод использования радиолокации вместо звуковой локации.
Но есть и сложность. Одно из важнейших требований к радиолокатору состоит в том, чтобы техника могла очень быстро проводить точнейшие измерения времени без непосредственного участия человека. Эта задача решается так. Излучив в пространство порцию волн, передатчик выключается электроникой. В этот же момент включается и начинает работать приёмник, смонтированный на той же антенне. Он принимает радиоволны, отражённые от объектов. Частота таких переключений антенны с режима излучения на режим приёма и обратно очень велика и достигает нескольких тысяч раз в секунду. Ясно, что для выполнения такого режима работы человек непригоден. Для этого необходимы специальные электронно-автоматические устройства, настроенные человеком на нужные параметры (частота циклов, мощность излучения, частота сигнала, сектор обзора и т. п.).
А в целом ряде производственных случаев попросту опасно доверяться ощущениям человека, даже если он опытный и хороший специалист своего дела. Возьмём, к примеру, чувство равновесия — одно из основных и самых прочных ощущений человека. На земле, в обычных условиях, здоровый человек восстанавливает равновесие довольно легко, на помощь ему приходят зрение, аппарат внутреннего уха, мускульные ощущения и ощущения силы тяжести. А вот на летящем самолёте человек уже не может полностью доверять своим ощущениям. Помимо обычного ощущения силы тяжести, он подвергается действию ряда других сил и обстоятельств, а именно: действию ускорения, возникающего при изменении скорости полёта, центробежной силы, возникающей из-за криволинейности полёта и т. д. На все эти силы организм лётчика реагирует привычно, т. е. как на силу тяжести. Если полёт проходит ночью или в тумане и лётчик не видит горизонта, то общее привычное мускульное ощущение и аппарат внутреннего уха уже не могут, взаимодействуя друг с другом, определить положение горизонта. В итоге лётчик может потерять ощущение верха и низа, права и лева, а потеря равновесия приводит самолёт в положение, вызывающее силы, ещё более искажающие представление о положении равновесия, что может привести к аварии.
В такой ситуации инструкция предписывает лётчику «отказаться» от своих ощущений и довериться автоматической управляющей машине, т. е. автопилоту.
Как действует этот автомат? Сам процесс вождения самолёта (поезда, корабля, автомобиля) состоит из трёх последовательно увязанных этапов (упрощённо): а) оценка положения самолёта и окружающей обстановки лётчиком; б) передача того или иного решения, принятого в мозгу пилота, к соответствующим мускулам тела; в) мускульная работа конечностей человека по управлению рулями, двигателем и иными системами самолёта.
Подобно выполнена и конструкция автопилота, в виде трёх основных звеньев, в каждом из которых грубо воспроизводятся соответствующие действия лётчика. Первое звено автопилота состоит из чувствительных элементов, которые реагируют на любое изменение положения самолёта в пространстве и на изменение его скорости. Второе звено — это, можно сказать, трансмиссия, передающая система, которая передаёт сигнал от чувствительных элементов, их реакцию на то или иное отклонение параметров, к исполнительным силовым механизмам, которые и поворачивают рули, добавляют или уменьшают количество топлива двигателю и т. д. Исполнительные механизмы являются третьим звеном, т.е. своего рода рабочими машинами, которые прямо и непосредственно держат самолёт на нужном курсе, высоте и скорости.
Одна из особенностей самолётовождения состоит в том, что лётчик не только видит, в какую сторону и каким рулём нужно действовать в данный момент, но ещё и чувствует (а это чувство приходит с опытом, знанием машины и хорошим пониманием режима полёта), на сколько именно нужно повернуть руль и сколько времени его держать в повёрнутом положении, чтобы не перевести самолёт из одного неправильного положения в другое неправильное.
Ещё не так давно казалось, что воспроизвести с помощью машины эту способность лётчика невозможно. Однако со временем в конструкцию автопилота (да и множества других регуляторов и контроллеров) была добавлена так называемая «система обратной связи» [Имеется ввиду вполне конкретная конструктивная особенность регуляторов непрямого действия, а не абстракция, которую господа кибернетики именуют «принципом обратной связи». Речь идёт об изодромной обратной связи, когда на регулятор воздействуют импульсы от самого исполнительного механизма, а также и от других чувствительных элементов и даже других регуляторов, которые в совокупности своей «позволяют» основному регулятору более точно и более тонко (во времени и в пространстве) поддерживать заданный режим работы или положение исполнительных органов. — Авт.], соединившая особым образом чувствительные элементы и исполнительные силовые органы. Эта «следящая» система автоматически регулировала степень и время отклонения рулей, количество и время подачи дополнительного топлива и т.д. Имея в своём составе такую систему (жёсткую рычажную, или изодромную, т.е. гибкую) автопилот казался «думающей» машиной, «умной» машиной, хотя весь «ум» состоял в том, что вместо двух-трёх чувствительных элементов за положением самолёта начали «следить» 4-5, в дальнейшем — 30–40 датчиков и гироскопов, усложнилась конструкция исполнительных органов, больше импульсов стало поступать на силовые приводы, точнее стала их работа, уменьшились их инерционность и заброс, возросла скорость срабатывания10.
Но какой бы сложной ни была конструкция автопилота, как бы хорошо он ни работал, всё же в особенных и опасных ситуациях пилот берёт управление в свои руки. Почему? Потому что нет такой машины, которая могла бы правильно оценить все возможные ситуации в полёте, связанные одновременно и с человеком, и с внешней средой, и с машиной, все обстоятельства воздушной среды в их связи и взаимодействии между собой и летящим самолётом. Ни один самый мощный бортовой компьютер не может выработать в сложных и опасных условиях те решения, которые может принять человек, так как машина будет действовать строго по программе, написанной человеком, а ни одна программа не может предусмотреть всего неисчерпаемого богатства и разнообразия ситуаций, в которые может попасть самолёт или корабль.
Тут стоит обратить внимание на тот факт, что до сих пор широко не используются автопилоты на вертолётах. Почему так? По словам самих пилотов-вертолётчиков, вождение этих машин очень напоминает хождение по тонкому канату, при котором надо точно поддерживать баланс во всех трёх плоскостях, выдерживая при этом направление, углы крена, высоту и нужную скорость движения. Ещё более усложняется управление при манёврах, когда нужно лететь хвостом вперёд, боком, резко уворачиваться от препятствий и т.п. Машина с такими условиями пилотирования справляется плохо. Использование автопилота на вертолётах усложняется ещё и тем, что даже в режиме прямого полёта на вертолёт действуют куда более многочисленные и сложные силы, чем на самолёт. Быстро проанализировать совокупное действие всех этих сил и принять нужные меры может только человек-пилот.
Говоря об автопилотах или регуляторах вообще, нужно добавить, что входное усилие (импульс), получаемое передающей системой от чувствительных элементов (гироскопов, датчиков) в случае отклонения самолёта от заданных параметров полёта, очень мало: оно измеряется долями ампера или долями грамма (если регулятор имеет механическую передачу и обратную связь). В то же время усилие, необходимое для поворота рулей, может достигать 100 и более кг (или нескольких десятков ампер — если привод рулей электрический), т. е. в тысячи раз больше величины импульса. Это означает, что в систему передачи импульса должен быть включён усилитель сигнала или такие реле, для управления которыми достаточно сигнала мизерной величины, но через которые идёт ток большой величины или жидкость под большим давлением, приводящие в движение силовые органы системы управления.
В связи с примером автопилота нужно сказать, что вопросы трансмиссии в системах автоматического управления были вопросами телемеханики — техники управления механизмами на расстоянии, но не любыми механизмами, а только автоматами. Причём, как только автоматы — рабочие машины достигают такой степени совершенства и надёжности, что не требуют постоянного присмотра человека, появляется возможность (а часто и необходимость, поскольку мощная и скоростная машина представляет известную опасность) перенести пульт управления ими на расстояние. В этом проявляется связь автоматизации и телемеханики.
Будучи средством, позволяющим преодолевать фактор пространства, телемеханика осуществляет связь человека с производством, не считаясь с расстоянием, которые разделяют человека и автоматическую машину, например, связь центра управления космическим полётом и спутниками или иными космическими аппаратами. Телемеханика даёт возможность довольно легко и просто управлять рабочими машинами из одного центрального пункта, т. е. даёт возможность централизации автоматического управления и контроля. Но органическое врастание телемеханических методов управления в производство было связано не только со всё большей и большей централизацией управления, но и с увеличением взаимной связи отдельных частей производственных процессов, отдельных цехов и даже предприятий, а также с увеличением расстояний — при одновременном усилении связей между цехами и заводами, заводами и шахтами, шахтами и заводами горных машин, заводами горных машин и электростанциями и т. д. и т. п.
Задачи автоматики при переходе СССР к коммунизму
Как уже говорилось, широкая и глубокая автоматизация социалистического производства являлась необходимым условием роста производительности труда, условием перехода советского народа к коммунистическому способу производства и распределения материальных благ. Основные задачи автоматизации производства были намечены ещё до войны, на XVIII съезде ВКП(б) и на XVIII партийной конференции. Внедрение автоматики приобретало особое значение и в связи с теми огромными задачами, о которых Сталин говорил в своей речи перед избирателями Сталинского избирательного округа Москвы 9 февраля 1946 г. Автоматизация производства, как средство повышения производительности труда, проходила красной нитью через весь Закон о пятилетнем плане восстановления и развития народного хозяйства СССР на период 1946–1950 гг.
Согласно этим планам за указанный период промышленность должна была вырасти в 3 раза по сравнению с уровнем 1940 г. Так, выплавка стали к 1950 г. должна была составить 60 миллионов тонн в год, что обусловливало такое же быстрое и мощное развитие и рост других отраслей производства, в том числе добычи и переработки нефти, угля, газа, производства электроэнергии.
Но дело было в том, что эти задачи не могли быть решены только количественным (экстенсивным) путём, т. е. путём простого увеличения числа машин, агрегатов, станков и т. п., так как это потребовало бы, кроме колоссальных капиталовложений, также и пропорционального роста рабочей силы, увеличения производственного персонала. Вместо высвобождения рабочих и остальных трудящихся и перехода их в новые отрасли производства, в науку, в общественное и государственное управление, огромные производительные силы застряли бы в уже существующих отраслях производства.
Было очевидно, что рост производства должен был достигаться, главным образом, путём повышения производительности труда на основе глубокой модернизации существующих и строительства новых самых передовых производств, оснащённых высшей на то время автоматической техникой и телемеханикой, высвобождавшей для новой работы большие массы рабочей силы.
В своём непрерывном и быстром развитии эта часть социалистических, а частью уже и коммунистических, средств производства должна была примерно к началу 1960-х гг. достигнуть такого уровня, который позволил бы автоматизировать не только отдельные заводы, электростанции или фабрики, но и целые отрасли производства, в которые входили эти предприятия. Для управления этими огромными комплексами уже не подходили даже центральные диспетчерские районов или областей. Вставал вопрос о единой государственной системе автоматического управления промышленностью, которая немного напоминала систему управления Единой высоковольтной системой (ЕВС) СССР, но была на порядок сложнее и включала в себя и управление самой ЕВС. Предполагалось, что такая государственная система автоматического управления будет постепенно складываться на базе Госплана и Госснаба СССР, а её отделами станут министерства и ведомства.
Трудно сказать сейчас, как именно выглядела бы и как работала эта система: большевики не успели довести это дело до реализации, а хрущёвская контра остановила и благополучно тормозила основные начатые работы по этой теме. Отдельными материальными следами этих работ было проектирование и создание больших счётно-вычислительных машин типа «Урал», которые должны были обрабатывать многочисленные данные (электрические сигналы), поступавшие в главный центр управления промышленностью от предприятий и местных центров управления, работы Института машиноведения и Института автоматики и телемеханики периода 1944-1954 гг. по созданию новых автоматических линий и цехов, приспособленных к «сборке» блочным методом в заводы, комбинаты и отрасли, а также работы КБ отдельных предприятий, таких как НКМЗ, Уралмаш, ЗиС, ЗиМ, ЛОМО и т.п. по автоматизации основных производственных процессов и дистанционному управлению ими. Частично эти наработки были реализованы в производстве и после контрреволюционного переворота 1953 г., но от единой системы управления автоматизированными отраслями промышленности остались только осколки — управление ЕВС и управление автоматическими линиями и цехами на местах. Новых заводов — полных автоматов после 1954 г. построено не было.
Поэтому когда преподобный Глушков и его присные носились с идеей ОГАС — общегосударственной автоматической системы «управления народным хозяйством», они на самом деле носились с химерами, морочили голову советскому трудовому народу и объедали его. Во-первых, глушковцы собирались «управлять» не живым промышленным производством, а финансово-бухгалтерским учётом в масштабах отрасли или страны. У них головным органом управления становился не Госплан и ведущие министерства (машиностроения, металлургии, энергетики и т. п.), а минфин и Госбанк. Нет сомнений, что это важнейшие органы социалистического хозяйства, но в то же время это органы не производящие, а финансово обеспечивающие производство. Т. е. вместо того, чтобы эти важные органы заняли свои подобающие места в той системе автоматического управления промышленностью, которую задумывали большевики во главе со Сталиным, Глушков и присные совершенно по-капиталистически во главу всего социалистического дела поставили прибыльность и хозрасчёт предприятий, их денежные сводки и доходы, а вовсе не нужды коммунистического строительства во всей их полноте и конкретике (в единстве общего, особенного и единичного) и не потребности рабочего класса и остальных советских трудящихся.
Иначе говоря, они вели ту же линию, что и капиталисты, особенно хозяева банков: неважно, что производится, неважно, для чего производится, даже неважно, производится ли вообще материальный продукт или проворачивается какая-то афера или преступление, главное, чтобы получить с этого побольше прибыли, денег. С буржуазно-механистической позиции кибернетиков (им это «цифры показывали»), если то или иное конкретное производство давало мало прибыли или вовсе её не давало, то такое предприятие нужно закрыть, — совершенно невзирая на то, что продукция этого предприятия позарез нужна обществу и социалистическому производству, и не обращая внимания на то, что в масштабах всего народного хозяйства и в долговременной перспективе это предприятие или отрасль чрезвычайно рентабельны. Рентабельности в высшем социалистическом понимании для кибернетиков не существовало, им давай прибыль немедленно и много.
Поэтому Глушков и глушковцы — это такая же контрреволюция в автоматизации, как Хрущёв и хрущёвцы в политике: и первые, и вторые вели одну и ту же линию на подрыв социализма, на исполнение воли мирового капитала, на реставрацию всеми силами и средствами капитализма в СССР.
Как уже говорилось, управлять с помощью новейших средств автоматики таким же автоматизированным производством средств производства, металла, топлива, энергии, предметов потребления и т.д. глушковцы и не собирались. Они жульнически передёрнули лозунг «Социализм — это учёт», омертвив его, выкинув из него живое материальное производство, разорвав производство и элемент его организации, т.е. учёт, поставив учёт выше производства, заменив причину одним из следствий. «Нам нет дела до того, что считать» — вот типично буржуазный девиз кибернетиков-глушковцев.
Во-вторых, сегодня глушковцы кричат о том, что у советской кибернетики были «заслуги перед материальным производством», и ссылаются при этом на ОГАС. Но даже если предположить, что таковая система и была создана, всё равно возникают два вопроса:
а) чем она собиралась управлять, если не были созданы единые системы автоматического управления промышленностью даже в отдельных экономических районах страны? — ведь именно из этих локальных систем должна была сложиться общегосударственная САУ и
б) как она собиралась управлять промышленностью СССР, если физически не было линий и узлов, связывающих все объекты автоматического управления страны между собой и с Единым Центром управления? Существовавших телефонных, телеграфных и радиорелейных систем, охватывавших всю страну, было недостаточно для автоматического управления производством, так как эти линии были нагружены своими задачами, а для управления автоматическим производством СССР в огромных масштабах уже к концу 50-х гг. было нужно, как минимум, подобие нынешнего интернета, только мощнее и надёжнее. Нет сомнений, что большевиками эта задача к началу 60-х гг. была бы решена, и СССР получил бы ещё одно средство общественного производства, характерное для полного коммунизма. Но в задачу контры входило обратное — не допустить ни единого шага к коммунизму, и поэтому, в частности, задачи институтам и КБ, занимающимся автоматизацией, были скорректированы в том смысле, чтобы все их работы имели локальный характер, т.е. чтобы проектировались автоматические средства производства уровня не выше отдельного комбината или района [И даже меньше: проектные и отчётные материалы по «автоматизации управления предприятиями» (АСУП Львовского, Невского, Донецкого машиностроительного и других заводов) 1975 и более поздних годов со всей очевидностью показывают, что задачи управления станками, машинами, изготавливающими продукцию, глушковцы даже не ставили! Управление «предприятием» предательски отрывалось ими от управления собственно производством — единственное, чем они собирались управлять и действительно кое-где управляли — это людьми, трудовым коллективом, механически ставя над ним автоматический отдел планирования. Наши товарищи, работающие в крупных заводских конторах, хорошо должны представлять себе, какие «райские блага» приносит с собой бездумное внедрение электронного документооборота — а ведь глушковцы работали, в первую очередь,именно над ним. Таким образом, «восставшая из пепла» советская кибернетика стремилась к тому, чтобы машины командовали рабочими, а не к тому, чтобы труд рабочего облегчался! — Ред.].
Советские кибернетики только для виду поднимали вопросы о том, какое конкретное народнохозяйственное значение имели их «труды». Надо сразу ответить на этот вопрос: никакого. В то же время сталинские рабочие и инженеры, учёные и специалисты ставили этот вопрос сразу же и старались как можно точнее ответить на него ещё на стадии проектирования новой автоматической техники. Приведём для ясности несколько примеров большевистского подхода к экономической стороне вопроса.
Нормально работающая тепловая электростанция СССР в первой половине 1941 г. расходовала 0,5 кг условного топлива (за единицу условного топлива в сталинском СССР был принят 1 кг среднего донецкого угля), т. е. 3500 калорий, на каждый произведённый киловатт-час электроэнергии. При этом только ¼ этой химической энергии топлива превращалась в электроэнергию, а остальные ¾ терялись в котлах, турбинах, конденсаторах, генераторах, трансформаторах и линиях электропередачи.
Для технически правильной эксплуатации котлов ТЭС, для их поддержания в оптимальном режиме работы необходимо держать в котле и в паровой магистрали постоянное давление, постоянное разрежение на выходе из топки, нужный уровень воды в барабанах, температуру перегретого пара и другие основные параметры работы, о которых оператор судит по показаниям приборов. Все операции по управлению котлом, если они ведутся вручную, очень тяжелы физически, а главное, такой режим управления не экономичный, а скорее, расточительный, так как обычно оператор не успевает вовремя реагировать на изменение того или иного параметра, а если и успевает, то точность регулирования очень низка, что приводит к «провалам» или «скачкам» параметра, т. е. так или иначе к перерасходу топлива и напрасному износу узлов оборудования.
В то же время автоматические регуляторы позволяли непрерывно «следить» за изменениями уровня воды, давления пара в разных частях котла. Когда уровень или давление отклоняется в ту или иную сторону от заданного значения, регуляторы приводили в действие исполнительные механизмы, которые (через усилители) подавали воду, изменяли количества топлива и воздуха, поступавшие в топку котла, и, таким образом, нужное давление пара на выходе из котла быстро восстанавливалось.
Некоторые читатели скажут: ну вот, котёл, вода, пар… проза, ничего интересного. Вот компьютеры — это другое дело, это настоящая автоматизация. Такое суждение есть обывательское, поверхностное. Когда с 1939 г. в СССР на ТЭС и ТЭЦ начали внедрять автоматические регуляторы горения и автоматические топочные устройства, появилась возможность резко (в разы) сократить персонал этих станций, при этом качество работы котельных агрегатов повысилось. В целом автоматизация давала экономию топлива в 2%, а всего издержки производства электроэнергии и пара снизились на 3,2%. Много это или мало? К 1955 г. планировалось автоматизировать все ТЭЦ и ТЭС СССР. Даже без учёта развития машин для автоматического управления, котельной, турбинной и электрической техники, которое было бы достигнуто к этому времени, экономия топлива в 2% в масштабах страны была бы достаточна для производства дополнительных 300 000 киловатт-часов электроэнергии, т. е. была равна мощности крупной электростанции. А это в пересчёте на деньги, в пятилетней перспективе и в масштабах Европейской части СССР давало десятки миллионов рублей экономии в год только на электростанциях, работающих на угольной пыли.
Реально, по расчётам сталинских энергетиков, вошедшим составной частью в План пятой пятилетки (1951–1955 гг.), производство электроэнергии к 1955 г. должно было составить 180% от производства в 1950 г., т.е. практически удвоиться. Почему «практически»? Потому что у большевиков план был минимумом намеченного: при выполнении плана никто останавливаться не собирался, тем более что само живое творчество масс, т. е. главная составляющая любого пятилетнего плана в сталинском СССР, позволяло и обеспечивало перевыполнение государственных планов хозяйственного и культурного развития. Кроме того, надо учесть, что к 1955 г. было намечено увеличить выпуск гидротурбин для новых ГЭС и модернизации существующих в 7,8 раза, паровых турбин — в 2,3 раза по сравнению с 1950 г. Если к этому добавить строительство и проектирование новых ГЭС, которые должны были работать на новых больших каналах и новых искусственных морях, в том числе на тех, которые строились и образовывались на сибирских реках и на пути переброски воды Оби и Енисея к Аральскому и Каспийскому морям, то получалось, что к 1960 г. производство электроэнергии в нашей стране должно было не удвоиться, а вырасти в 3–3,2 раза по сравнению с огромной выработкой 1950 г. При этом себестоимость киловатта энергии должна была снизиться примерно вдвое, а доля энергии, получаемой от гидростанций должна была составить 42–45% всего энергетического баланса страны. И это только для начала, так как атомные электростанции только проектировались, и их доли в энергетическом балансе коммунизма ещё не было.
Что касается электрических станций и распределения электроэнергии в целом, то к 1948 г. в СССР работало 3 ГЭС и 4 ТЭС, функционировавших в полном автоматическом режиме, т.е. регулирование гидравлических и паровых турбин, котлов и генераторов происходило автоматически с дистанционным контролем из диспетчерских пунктов. О Ереванской автоматической ГЭС говорилось выше, но мало кто знает, что в 1940–1941 гг. в полном автоматическом режиме работал Днепрогэс, питавший электроэнергией район, равный по площади и количеству населения некоторым европейским странам. На центральном диспетчерском пункте станции работало всего 9 человек дежурного и рабочего персонала, которые управляли всей работой гидроузла (выработкой энергии, пропуском судов, регулированием сброса воды и т. д.). Даже США в тот период не могли похвастаться таким обслуживанием своих ГЭС.
Только социалистическая система хозяйства и общественный строй позволили решить такой важный вопрос, как автоматизация ГЭС на многочисленных малых реках страны. Вообще говоря, массовое строительство таких станций на малых реках — дело для капитализма очень редкое, можно сказать, невозможное, потому что прибыль от таких станций мизерная, или вообще такие станции прибыли не дают, хотя нужда в них в тех же США, особенно на северо-западе страны и на Аляске, огромна. У нас, в сталинском Советском Союзе, строительство малых ГЭС началось ещё с середины 20-х гг., продолжилось высоким темпом в 30-е годы, но настоящий всплеск такого строительства начался после окончания Великой отечественной войны. Так, в 1946 г. в одной только Винницкой области УССР, изрядно разрушенной капиталистическими варварами, было построено 210 сельских гидростанций на малых реках общей мощностью в 3370 кВт. Это немного по нашим сегодняшним понятиям, но тогда электрический ток был дан 237 колхозам и 27 МТС области. За 11 месяцев были электрифицированы 66 токов и мельниц, более 100 процессов сельхозпроизводства и более 30 000 хат винницких колхозников. На глазах украинских селян, ещё помнивших своё кошмарное рабство у польских панов, начали стираться грани между городом и деревней.
При этом большая часть малых ГЭС, построенных и давших промышленный ток в 1946–1948 гг., были полностью автоматизированы, их работа шла без непосредственного участия рабочих. В автоматическом режиме проводились пуск и остановка всех основных агрегатов, регулирование напряжения, синхронизация генераторов, контроль уровня воды до и после станции, спуск воды при опасном повышении её уровня, контроль температуры масла в трансформаторах и охлаждение их, электрическая защита станции и той сети, которую она питала. Вся аппаратура автоматического управления и защиты малой ГЭС была сосредоточена в небольшом помещении станции, причём было предусмотрено подключение кабеля к этой аппаратуре и вывод всех данных и управления на центральный диспетчерский пункт, который объединял в себе малые ГЭС целого района или нескольких районов. При этом предполагалось в самом скором времени перейти на управление и контроль за малыми ГЭС такого района по радиосигналам, а это предполагало выход всей автоматической аппаратуры на новый качественный уровень, т. е. от электро-релейной автоматики — к автоматике электронной, от проводной электрической связи — к своего рода сотовой высокочастотной связи. Снова нужно спросить кибернетиков: от кого отставал сталинский СССР?
Согласно планам послевоенного восстановления и развития народного хозяйства и особенно по плану 5 сталинской пятилетки огромное значение приобретала глубокая автоматизация металлургии. Эта ключевая отрасль давно, ещё с первых месяцев первой пятилетки, была объектом автоматизации, но, в основном, по линиям своего теплового хозяйства и транспорта, которые по своей сложности и масштабам оставляли позади таковые хозяйства в других областях производства. Но при этом основное производство, т. е. доменное, мартеновское и конверторное автоматизацией было затронуто недостаточно (недостаточно, разумеется, по большевистским меркам, а не по буржуазным).
В 1944 г. на комбинатах в Нижнем Тагиле, Магнитогорске и Новокузнецке развернулись работы по автоматизации загрузки доменных печей. Эта задача была одной из самых трудных, так как требовалось полностью автоматизировать целый ряд сложных и трудоёмких процессов. Дело в том, что система загрузки доменной печи состоит из восьми крупных технических устройств, т. е. машин и систем, связывающих эти машины в единое производящее целое: это скиповой подъёмник, распределительная воронка, механизмы подъёма большого и малого конусов, зонд для замера шихты, коксовые грохоты, коксовая весовая воронка и вагон-весы. Все эти устройства нужно было связать автоматическим управлением. Такая система была создана. С конца 1945 г. управление всем движением и регулирование засыпки в домну шихты с помощью конусов машинист мог производить двояко: либо из будки подъёмной машины, либо из диспетчерской, путём включения центрального контроллера, который «управлял» всеми перечисленными механизмами в строгой последовательности. При этом автоматически взвешивались и отмерялись нужные количества шихты, контролировался уровень засыпки и температура на разных «этажах» домны. А ведь всего 10 лет назад на колошнике работали десятки так называемых «каталей», которые вручную выполняли всю огромную и тяжелейшую работу по загрузке домны.
Автоматика находила самое широкое применение и в других областях тяжёлой промышленности. В конце 1947 г. был выведен на промышленную мощность трубопрокатный стан на Новоуральском трубном заводе им. Ленина производительностью 7 тонн труб в час. Это была нормальная производительность для того времени, но замечательным являлось то, что в течение всего процесса изготовления трубы к ней не прикасался человек. Все процессы: подача заготовки из печи на рольганг, оттуда на прошивной стан, прошивка заготовки и превращение её в толстостенную трубу-гильзу, прокатка этой гильзы, калибровка и отделка — всё это производилось без участия рабочих-крючечников, кольцевых, тележечников, которые до этого были незаменимыми участниками трубопрокатки.
На том же заводе в начале 1944 г. был автоматизирован главный прокатный стан листопрокатного цеха. В итоге к марту 1945 г. автоматика позволила довести скорость прокатки стального листа толщиной на выходе 15 мм до 1500 метров в минуту — вместо 600 м/мин в 1938 г. Рост производства составил 150%.
Но наряду с увеличением скорости прокатки автоматизация повысила качество проката и позволила изрядно сэкономить. Дело в том, что огромное значение имеет точность прокатки, т.е. поддержание заданной толщины листа. Если раньше за толщиной листа приходилось непрерывно следить рабочим и операторам стана, то с конца войны на многих советских заводах за этот параметр стала «отвечать» автоматика. Повышение точности прокатки, т. е. точной толщины листа, дала большую экономию металла, так как была устранена необходимость расхода металла на так называемые «плюсовые допуски»: если задавалась товарная толщина листа в 15 мм, то готовый продукт автоматизированного прокатного стана шёл толщиной 15 мм с допуском ± 0,3–0,5 мм, причём, когда отклонение «в плюс» достигало 0,4 мм, а «в минус» — 0,3 мм, автоматика давала сигнал диспетчеру и наладчикам о том, какие узлы машины нужно поправить и наладить.
По данным Главметаллсбыта за 1940 г. излишнее количество стали, которое допускалось нормами на «плюсовые допуски» в прокате, составляло в масштабах страны 600 000 тонн в год. Автоматизированные прокатные станы, созданные в тяжелейших условиях войны (а ГКО не снимал военных заказов ни с одного предприятия), позволили отменить эти старые нормы и заменить их новыми, по которым предельный расход на «допуски» составил 120– 150 тысяч тонн в год по всей стране. Но и с этим перерасходом стали большевики мириться не хотели, поэтому сталинские рабочие и инженеры, конструирующие новые прокатные станы, обратились за опытом точной автоматизации в бумажную промышленность.
С 1936 г. основная масса бумаги в СССР производилась на бумагоделательных машинах советского производства, которые были обильно оснащены автоматической аппаратурой, которая позволяла точно поддерживать толщину листа и высокую скорость продвижения — до 450 м/мин (по состоянию на 1 квартал 1941 г.). За поддержание точной толщины бумажной ленты «отвечало» около 100 датчиков, большой центральный контроллер и более 30 исполнительных механизмов, перемещающих валки, поддерживающих нужную температуру и увлажнение каждого валка и т. д. Для поддержания и регулирования зазоров между валками применялся фотооптический способ: в щель между валками поступали концентрированные пучки света от специальных фонарей, которые далее попадали в несколько фотореле, установленные за валками. Зазор между валками определялся по степени освещённости фотореле, т. е. по количеству света, падающему на чувствительные элементы через зазор. Увеличивался зазор (прокатываемый лист утолщался) — на фотореле попадало больше света, пропорционально этому увеличивался ток, проходящий через это реле на усилитель. Увеличивался ток — на исполнительные механизмы валка (через контроллер с реле времени и системой гибкой обратной связи) поступало напряжение, включались электродвигатели подстройки, которые синхронно прижимали валок к другому валку на нужную величину. Толщина прокатываемого листа восстанавливалась11.
Необходимым условием производства бумаги является постоянная скорость валков бумагоделательной машины. Долгое время скорость пар валков регулировалась вручную, однако с ростом скорости движения бумажной ленты естественных способностей рабочего для точного поддержания скорости стало уже недостаточно. Кроме того, в плане поддержания скорости нужно было учитывать то, что время реакции человека на отклонение скорости вращения валков от нормы и время приведения человеком этой скорости в норму (т. н. транспортное и исполнительное запаздывание) довольно велико, несколько секунд. За это время машина на технологических скоростях успевала выпустить около 100 метров бракованного листа. А если учесть, что при ручном восстановлении скорости валков, равно как и многих других рабочих характеристик машины, нужное значение устанавливается не сразу, а, так сказать, с затухающими отклонениями, «перелётами» (отклонениями в «+») и «недолётами» (отклонениями в «–»), то время восстановления характеристики машины ещё больше увеличивается, стало быть, увеличивается и «вылет» из неё продукта с тем или иным отклонением от технического задания.
Отсюда возникала необходимость в точном автоматическом регуляторе скорости, который сводил бы время затухающих отклонений к минимуму. Но и этого было мало. Чтобы выдержать нужный темп производства бумаги, необходимо выдерживать с большой точностью однородность и плотность бумажной массы по всему её объёму. Вручную этого добиться очень тяжело, и то — до известной, очень низкой степени точности. Поэтому с 1937 г. на большинстве бумажных фабрик и комбинатов вся подготовка массы для производства бумаги 1-го и высшего сортов была автоматизирована.
Очень важную роль автоматика сыграла в советском текстильном производстве. На высокопроизводительных ткацких машинах (комплексах) на кольцевых ватерах закреплены катушки с нитками, которые непрерывно вращаются при работе машины. Если бы число оборотов этих катушек при расходовании нити оставалось всё время постоянным, то скорость точки на поверхности этой катушки уменьшалась бы непрерывно — при непрерывном уменьшении намотки в диаметре. Так как скорость «потребления» нити машиной остаётся всё время постоянной, а окружная скорость на поверхности катушки падает, то неизбежно происходит рассинхронизация, натяжение нити растёт и происходит её обрыв. Этого можно было бы кое-как избежать, если пустить машину и катушку на низкой скорости, но это снизило бы в разы производительность машины и к тому же потребовало дополнительных затрат живого труда на постоянное связывание нити (она всё одно будет рваться, только реже).
Выход был найден — применением сложного автоматического регулятора, который «следил» за изменением диаметра катушек и в аналоговом режиме (постоянно, плавно и пропорционально) управлял скоростью их вращения. Так была достигнута высокая производительность труда при значительном росте качества продукции. Так, по годовому производству готовой шерстяной ткани на одном только Ташкентском камвольно-прядильном комбинате рост производства в 1949 г. в результате полной автоматизации ткацкого цеха составил 32%, что в товарном выражении равнялось 180 000 м. п. дополнительной ткани.
Особый интерес до сих пор представляет создание и применение в машиностроении сталинского СССР автоматических поточных линий. О них упоминалось выше, но всё же этот вопрос требует отдельного разговора. Что такое поточная линия? Для производства любой детали необходимо выполнить ряд более или менее сложных технологических операций. Например, обработка головки блока дизельного двигателя Харьковского тракторного завода требовала проведения 134 операций. В случае неавтоматизированного производства все эти операции выполняются на ряде отдельных станков. Выпущенный одним станком полуфабрикат передвигается или переносится рабочим на другой станок, затем на третий и т.д. При этом станки (хоть и автоматы) далеко не всегда расположены в порядке кратчайшего следования деталей. В итоге на перемещение этих деталей и на обслуживание множества станков требуется огромный человеческий труд.
Что делать? Объединить все станки, обрабатывающие деталь, в один агрегат, через который потоком проходят детали, подлежащие обработке. Такой агрегат будет представлять из себя автоматическую производственную поточную линию, обслуживаемую 1-2 рабочими.
Первая промышленная линия такого типа была запущена в 1940 г. на Сталинградском тракторном заводе. На этой линии обрабатывалась и собиралась ступица поддерживающего ролика тракторной гусеницы. Работа линии быстро показала основное преимущество объединения станков в единую автоматически действующую систему, в один производственный агрегат: части линии — станки, питающие, зажимные, транспортные и другие механизмы и приспособления — чётко и ритмично работали при участии одного рабочего по заранее разработанному и установленному циклу (программе). Программа вводилась в агрегат с помощью переключателей и регулирующих реостатов главного контроллера. На Сталинградском тракторном автоматическая линия состояла из 5 станков и выполняла 10 операций. К концу 1947 г. промышленность СССР выпускала уже несколько типов обрабатывающих линий для машиностроения, которые могли объединять общим автоматическим управлением до 25 станков и выполняли от 100 до 250 операций по изготовлению и обработке очень сложных деталей.
Что дало применение автоматических поточных линий? Например, если время обработки головки тракторного дизеля ХТЗ мощностью 75 л. с. на универсальных станках составляло 195 минут, то на автоматической линии завода «Станкоконструкция», выпущенной в 1947 г., это время обработки составляло 3,5 минуты. В свою очередь, внедрение в производство на ХТЗ 4 таких линий дало государству в 1949 г. дополнительно более 500 000 рублей дохода12.
В зиму с 1946 на 1947 г. на Рыбинском моторном заводе была запущена автоматическая линия конструкции НИИ Оргавиапрома по изготовлению запальных свечей. На этой линии был осуществлён полный цикл производства: на вход в линию подавались прутки из разного металла и готовые изоляторы, далее из прутков изготавливались заготовки корпусов, обезжиривались, промывались и сушились; далее автомат в вакуумной камере припаивал электроды с помощью токов высокой частоты, затем манипуляторы собирали изделие и подавали на станок для накатки резьбы и окончательной сборки.
Всё это означало, что через два года после окончания тяжелейшей войны социалистическая промышленность СССР приобрела новое массовое орудие производства — уже не отдельные станки-автоматы, а большие автоматические системы машин. Эти системы позволяли выполнять полные производственные циклы при участии самого минимального количества рабочих. Появилась возможность проводить не только обрабатывающие операции в машиностроении, но наладить сложные транспортные, контрольные и другие производственные операции. Ряд автоматизированных цехов, оснащенных поточными линиями, мог объединяться в завод-автомат, который должен был поставить на непрерывное автоматическое производство такие машины, как автомобили, тракторы, локомотивы, сельхозмашины, запасные части к ним и т. п.
Тут нужно ещё раз отметить, что инициатива создания и применения автоматических линий во многих случаях принадлежала рабочим-стахановцам, цеховым мастерам, техникам и инженерам, которые были энтузиастами и рационализаторами своего производства. Но главное, они были хозяевами этого производства и хорошо понимали, что работают на себя, на свой класс, на свой народ, и чем выше будет благополучие всего советского народа, тем выше будет материальная и культурная обеспеченность каждого рабочего и каждого трудящегося.
Кроме всего производства, сталинские рабочие и другие трудящиеся имели в своих руках Советы – политическую основу диктатуры пролетариата, поэтому их не приходилось подгонять в деле автоматизации или модернизации производства: борясь за повышение количества и качества продукции, рабочие сами очень часто подгоняли, ругали и наказывали руководителей производства, своих партийных секретарей, профсоюзных работников — за то, что те, по мнению рабочих, медлили с внедрением автоматов, линий, изобретений или улучшений. Те советские рабочие хорошо понимали, что срыв государственного плана на отдельном предприятии может вызвать срыв производства не только в отрасли, но и во всей промышленности и даже во всём народном хозяйстве (пример — производство турбогенераторов и мощных трансформаторов для электростанций), и наоборот, перевыполнение плана на основе применения высшей автоматической техники сказывалось очень быстро: это давало возможность увеличить государственные резервы и накопления, это давало возможность больше средств направить на строительство новых предприятий, жилья, больниц, садов, санаториев и т. д.. Рост производства, неразрывно связанный с ростом качества продукции и снижением стоимости её производства (а это, по существу, и есть главные задачи автоматизации) приводил к росту заработной платы, снижению розничных цен, к увеличению всякого рода государственных выплат и пособий советским людям. Это видели воочию, это сталинские рабочие чувствовали на себе, и потому работали и думали всё лучше, поэтому не ждали, пока привезут готовые автоматические линии на предприятие, а конструировали и создавали их сами, уверенно идя к полной автоматизации своих заводов и фабрик.
Телемеханика и её хозяйственное значение в СССР
Телемеханические устройства и связанные с ними приборы автоматического управления получили широкое применение в нашей стране ещё до войны и особенно — уже в ходе войны. В энергосистемах областей и республик, на железнодорожном транспорте, в авиации, на флоте, в разного рода производствах и сильнее всего на военных заводах, применение систем телеизмерения и телеуправления давало новые возможности быстрого роста производства, улучшения качества продукции, экономии сырья и материалов, особенно дефицитных. Всё это в условиях войны, при переводе всей промышленности на военные рельсы, имело огромное значение.
Назначение телемеханики и связанной с ней автоматики — управление производственными процессами на расстоянии, как на малом, например, в пределах цеха, так и на большом, например, управление автоматическим железнодорожным разъездом, удалённым от диспетчера на сотни километров. Другим примером удалённого управления может быть управление поточными линиями из станков-автоматов или многофункциональных обрабатывающих центров (а эти центры в СССР появились к концу 1947 г., производство Московского станкоинструментального завода им. Орджоникидзе). Нажимая ту или иную кнопку на пульте управления, оператор запускал или останавливал тот или иной станок, ту или иную линию в цеху. Здесь же на пульте были расположены лампы и сигнальные табло, которые показывали оператору, как протекает процесс обработки, на каком этапе требуется наладка, подстройка или ремонт, где создалась предаварийная ситуация и т. д. На отдельном большом табло с помощью множества небольших ламп создавалась мнемосхема всей работающей автоматической линии: зелёные лампы-точки и прямые, состоящие из ламп, показывали те узлы и участки линии, где было всё в порядке, оранжевые предупреждали о росте температуры эмульсии, падении давления масла, повышении рабочего тока, увеличении зазоров и т. п., т. е. о предаварийной ситуации в том или ином узле линии; красные лампы и линии говорили о том, какие участки производства остановлены, а прямоугольные светильники с надписями «говорили» диспетчеру о причинах остановки и о её способе, т. е. автоматы остановили станок или он был остановлен вручную. Диспетчеру оставалось восстановить или отрегулировать тот или иной параметр с пульта, а если не получалось, то вызвать по связи наладчиков и направить их на аварийный участок линии.
Таким образом, например, на участке обработки картеров дизельных двигателей на Сталинградском тракторном (а этот участок был больше иного цеха) в 1949–1953 гг. работало 4 диспетчера, 6 наладчиков и 6 электриков, итого 16 человек — вместо штатных 160. При этом зарплата этих рабочих при перевыполнении плана доходила до 3000 рублей в месяц (для сравнения, точнее, для наших мелкобуржуазных обывателей: председатель Совета Министров СССР И. В. Сталин в 1950 г. получал по этой должности 3500 рублей, министр вооружённых сил СССР А. В. Василевский — 4200 рублей, стахановец фрезеровщик с завода «Калибр» Н. Российский — до 5000 рублей).
В 1937 г. был закончен строительством канал Москва-Волга, который представлял собой огромное сооружение, насыщенное самой передовой на то время техникой. В техническом вооружении канала большую роль играла автоматика и телемеханика.
Телемеханика на канале использовалась для централизованного управления гидроэлектрическими и насосными станциями, воротами шлюзов и другими агрегатами. В 1938 г. все насосные станции канала перевели на полное автоматическое управление, и дежурный персонал в машинных залах стал больше не нужен. Всю работу приняли на себя автоматы, а общее управление и наблюдение производил дежурный диспетчер с центрального пункта. Перед диспетчером имелось большое табло, на котором была выполнена из ламп вся энергосистема канала. Взглянув на табло, диспетчер видел в любой момент, какие машины работают, а какие бездействуют по той или иной причине. Кнопками, переключателями и ручками регулировки диспетчер запускал, останавливал или регулировал работу всех агрегатов канала. Проводка судов через все шлюзы также могла проводиться либо с местного пульта управления, который находился за несколько километров от шлюза, либо из центрального диспетчерского пункта, который находился в Химках, на северо-западе Москвы.
Сам канал Москва-Волга протянулся на 128 км, из которых только первые 18 км волжская вода идёт самотёком. Далее на пути к Москве она поднималась на общую высоту 40 метров пятью насосными станциями, каждая из которых была оборудована четырьмя мощными насосами. Здания всех насосных станций круглосуточно находились под замком, и лишь раз в неделю туда заходил дежурный наладчик и проверял состояние механизмов и систем, уровни рабочих жидкостей, силы токов и т. д. Все пять станций управлялись с тех же диспетчерских пунктов, что и шлюзы, только с соседних пультов и с помощью собственных автоматических контроллеров. Когда диспетчер нажимал на пульте кнопку, поворачивал переключатель или вращал ручку регулятора, телемеханическая система подавала электрический ток нужного напряжения по многожильным кабелям к тому или иному агрегату на станции. На станции этот электрический ток включал или выключал то или иное реле, через которое был подключён к силовой сети насос, клапан, освещение, подогреватель масла, позиционный переключатель и т. д. и т. п.
Когда агрегат включался, сигнал об этом тут же поступал по системе обратной связи на пульт. Туда же шли и электрические сигналы о параметрах работы всех агрегатов и систем станции, о положении подвижных частей, о силе рабочих токов, давлении масла и т. п. Для этого на самой станции все параметры, подлежащие дистанционному контролю, преобразовывались в электрический ток установленной величины и напряжения, после чего этот ток по кабелю поступал к пульту управления, на амперметры, вольтметры и омметры, которые либо показывали непосредственно электрические параметры, либо играли роль манометров, торсиометров, термометров, влагомеров и т. д.
При этом сама автоматика диспетчерских пунктов была устроена так, что когда дежурный ошибался и нажимал не ту кнопку, то ошибочная команда не выполнялась: этому препятствовали системы «защиты от дурака», т. е. блокирующая автоматика с обратными связями, настроенная таким образом, чтобы было невозможно подать силовое напряжение на тот агрегат, включение которого не предусмотрено в данной обстановке программой, или приведёт к аварийному скачку или провалу того или иного параметра работы станции.
Любое изменение в состоянии агрегатов или электрооборудования на станциях, уровня, скорости и температуры воды в канале, изменение в положении ворот шлюзов немедленно отражалось на светящемся табло и дублировалось звуковым сигналом. Если возникает неисправность, т. е. начинает нарастать отклонение того или иного параметра, раздавался звонок, а на табло загоралась лампа, указывающая конкретное место неисправности, и маленькое табло с описанием её вероятного характера. Если же неисправность перерастает в аварию, автоматы сами останавливали аварийный агрегат или перекрывали с двух сторон аварийный участок, причём автоматика была настроена таким образом, что остановка аварийного агрегата не могла вызвать аварию на других связанных с ним агрегатах или участках станции или шлюза. Если, к примеру, в момент накачки воды в шлюзовую камеру, в которой находился теплоход, выходил из строя основной насос, то тут же автоматически включался насос аварийный, и заминки в шлюзовании не происходило.
Телемеханические устройства и автоматика особенно быстро и широко внедрялись на железнодорожном транспорте. С 1932 г. Народный комиссариат путей сообщения приступил к созданию всесоюзной системы диспетчерской централизации, которая позволяла управлять стрелками и сигналами на больших расстояниях, в десятки и сотни километров. К 1947 г. целые участки железных дорог СССР уже не имели ни стрелочников, ни сигналистов. Так, на большинстве участков Казанской железной дороги длиной от 40 до 70 км всем движением поездов управляли диспетчеры, по одному человеку на каждый такой участок. Управление проводилось с помощью телемеханических устройств, автоматических контроллеров и радиосвязи. Диспетчер с пульта управления переводил стрелки, включал и выключал входные и выходные светофоры. Световая схема всего участка была тут же перед глазами. Так как всё командование движением было сосредоточено на одном общем пульте в руках одного человека, то диспетчер мог, подготавливая тот или иной маршрут, наиболее целесообразно распределять скрещение и обгон поездов, сокращая до минимума их стоянки и замедления. Это означало, что телемеханическое управление стрелками и сигналами позволило не только уменьшить количество обслуживающего персонала на станциях и перегонах, но и значительно увеличить как пропускную способность железной дороги, так и безопасность движения.
С 1944 г. все восстанавливаемые и строящиеся новые железные дороги Советского Союза оборудовались только автоматизированными тяговыми подстанциями, которые управлялись из единого диспетчерского пункта. Иначе говоря, замена паровозной тяги электрической предусматривала не только замену локомотивов, но и автоматическое регулирование мощности контактной сети — в зависимости от количества локомотивов на линиях и от потребляемой ими мощности. По тому же принципу ранее была устроена сеть телеуправляемых подстанций московского метрополитена.
Большая работа была проведена по налаживанию на железной дороге так называемой кэб-сигнализации, т. е. передачи путевых сигналов на локомотив. Эта система обеспечивала заблаговременное получение машинистом того или иного сигнала светофора независимо от погодных условий и видимости. Это резко повышало безопасность железнодорожного движения и прямо способствовало росту скорости перевозок.
В ходе дальнейшего развития автоматики и телемеханики на железной дороге кэб-сигнализацию объединяли с автоматической регулировкой скорости поезда. Смысл этого объединения состоял в том, что если машинист движущегося поезда не выполняет по какой-либо причине приказа замедлиться или остановиться, полученного через кэб-сигнализацию, то скорость локомотива уменьшалась автоматически. Если же машинист больше 30 секунд не реагировал на сигнал «Стой», то включалась система автоматики «автостоп», которая останавливала поезд по заданному алгоритму (ступенчато или экстренно).
Роль советской науки в деле автоматизации производства
Все приведённые примеры и на сотую долю не исчерпали те области производства, где применялась и росла качественно и количественно отечественная автоматика и телемеханика. Одним из условий успеха этой работы был самый тесный союз производства и науки.
Дело в том, что для выполнения грандиозной работы по автоматизации важнейших участков промышленности было необходимо заранее овладеть конструированием, проектированием и производством самой разной автоматической аппаратуры и её элементов, надо было научиться рассчитывать и изготавливать точные, надёжные, быстродействующие и дешёвые приборы автоматического и телемеханического управления. Без самой современной элементной базы об автоматизации страны нечего было и думать. По сути, речь шла о создании целой новой отрасли производства машин для управления и регулирования работы других машин, т. е. о создании технических средств автоматики и телемеханики в невиданном масштабе.
Роль советской науки в этом деле была чрезвычайно высока, сложна и многогранна. Это означало, что в рекордно короткие сроки было необходимо разработать теоретические основы для грамотного проектирования схем автоматики и телемеханики, написания заданий на выполнение машинами типовых производственных операций и процессов. Было нужно разработать теорию, расчёт, методы проектирования основных элементов аппаратуры автоматики и телемеханики, сформулировать требования и технические задания на построение новых технических элементов и их совокупностей, т. е. целых производственных систем, состоящих из автоматических линий.
В соревновании с капиталистической наукой, имеющей отношение к автоматизации производства, советская наука в 30–40-x – первой половине 50-х гг. показала свои несомненные достижения в деле создания автоматической техники, оставив всю буржуазную науку позади. Прежде всего, речь шла о работах в области теории автоматического регулирования процессов. Советские физики, электротехники и математики за неполные 20 лет провели огромную работу по решению целого ряда важнейших задач динамики регулируемых систем. В результате этой работы советские инженеры получили теоретические основы для расчёта и конструирования новейших и сложных устройств автоматики и телемеханики.
Многое было сделано в области теории построения типовых схем автоматического и телемеханического контроля и управления. В этой области в 30-х гг. преобладали эмпирические методы и приёмы, которые имели в своей основе интуицию инженера или рабочего, их практический опыт. Схемы автоматизации часто создавались «на глазок» и потому, кроме неизбежных ошибок и заблуждений, они имели узко специальное применение даже в пределах одного цеха. С конца войны благодаря работе сталинских учёных-большевиков построение типовых схем автоматизации стало отраслью прикладной науки.
В ходе теоретических работ, тесно связанных с практикой и экспериментом, были получены серьёзные результаты в проектировании и расчёте аппаратуры (технических средств) автоматики и телемеханики, в частности, в создании электронных приборов, которые служили в автоматических системах в качестве чувствительных элементов, в качестве приёмо-передающих устройств для радиоуправления на расстоянии, в качестве усилителей сигналов и в качестве самих исполнительных органов. Примерно за 9 лет в СССР были разработаны десятки оригинальных фотоэлементов, электронных и ионных приборов и аппаратов, на основе которых появилась целая область автоматики ― электронная автоматика, которая по уровню своего развития к концу 40-х гг. обогнала аналогичную область в США.
В 1935 г. рядом наркоматов было поставлено требование создания фотоэлементов, которые должны были непосредственно (без дополнительных источников энергии – усилителей и возбудителей) превращать свет в электрическую энергию. Такие фотоэлементы на основе закиси меди были созданы к концу 1937 г., однако их КПД был чрезвычайно мал, едва достигая 0,05–0,07%. Затем были построены селеновые элементы, которые давали ток в 3–4 раза выше.
Но и это никак не могло удовлетворить возрастающих требований промышленной автоматики. В 1944 г. Физико-технический институт получил техническое задание на разработку фотоэлементов с высокой чувствительностью и собственной генерирующей способностью. Такие элементы из сернистого калия были созданы на основе разработанной А. Ф. Иоффе теории полупроводников (Сталинская премия II степени). КПД этих фотоэлементов был выше 1%.
В Электротехническом институте с 1946 г. проводились работы по созданию новых фотоэлементов с многокаскадным усилением фототока, которые давали бы фототок в несколько тысяч раз больше, чем фотоэлементы, которые до той поры применялись в промышленных автоматических и телемеханических системах. Первые промышленные образцы таких многокаскадных элементов были получены в декабре 1947 г. Эти новые фотоэлементы работали на переменном токе и давали возможность значительно упростить конструкцию автоматических устройств. Они давали ток, достаточный для управления даже мощными реле, что позволило во многих случаях обойтись без усилителей, составлявших необходимую часть почти всех фотоэлектрических автоматов. По предварительным подсчётам экономический эффект от внедрения многокаскадных фотоэлементов в чёрной металлургии и на железной дороге должен был составить около 1 000 000 рублей в год — только за счёт миниатюризации оборудования, экономии сырья, ценных материалов и электроэнергии.
После окончания войны советские физики И. К. Кикоин и М. М. Носков открыли новый фотомагнитный эффект. Они получили на фотоэлементе ЭДС порядка 20 вольт путём освещения пластин из закиси меди при низких температурах в магнитном поле. Значение этого открытия станет более ясным, если указать, что обычные твёрдые фотоэлементы того времени давали ЭДС не более 0,3 вольта.
Советские физики воспользовались свойством полупроводников резко и вместе с тем по определённому закону менять электрическое сопротивление при деформации для того, чтобы создать новые приборы и чувствительные элементы. Так, например, в 1947 г. из теллура начали изготавливать тензометры, которые позволяли изучать природу медленных деформаций и быстро меняющихся механических напряжений в деталях машин и сооружений при вибрациях, ударах и взрывах. Такие тензометры позволяли измерять деформации на расстоянии. Надо сказать, что такая задача является довольно сложной даже сегодня, при всём развитии компьютерной и автоматической техники.
К 1941 г. одним из самых распространённых технических средств (элементов) советской автоматики и телемеханики была электронная лампа с сеточным управлением, которая выполняла многообразные функции: источника колебаний высокой частоты, усилителя, регулятора различных процессов. К 1947 г. сталинскими физиками и техниками были разработаны и поставлены на производство более 40 конструкций и типов электронных ламп с сеточным управлением. Тем самым, разработки в области основных элементов автоматики прямо содействовали быстрому развитию радио, телевидения, телеграфа, телефона и других важных областей производства.
На основе новой элементной базы, разработанной в период с 1943 по 1947 гг., в СССР к 1950 г. были созданы радиозонды для исследования верхних слоёв атмосферы. Эти воздушные автоматы на высоте десятков километров безотказно выполняли команды исследователей с земли. По существу, тогда был сделан большой шаг к автоматическому управлению будущими космическими аппаратами, создание которых уже стояло в планах дня.
Какие материальные формы носило научное исследование вопросов автоматики и телемеханики в сталинском СССР? С 1939 г. в 23 отраслевых НИИ были организованы отделы, секторы, лаборатории и мастерские автоматики и телемеханики. Задачей этих подразделений было выполнение конкретных заданий «своей» отрасли производства на разработку автоматических систем управления рабочими машинами. При этом учёные и инженеры этих подразделений получали среднюю зарплату среднего рабочего своей отрасли, однако все надбавки и премии зависели от качества научной работы, т. е. от того, насколько выросла производительность труда, экономия материалов и энергии, качество продукции и безопасность — при внедрении той автоматической аппаратуры и систем, разработку которых отделу или лаборатории заказывала промышленность. Т. е. было всё ясно и конкретно: хорошо работают учёные, есть материальные результаты их труда, нет отрыва теории от практики и науки от производства, есть у учёных понимание того, что наука существует ради социалистического производства, т. е. ради благополучия советского народа, а не ради самой себя, не жалеют учёные сил ради скорейшего перехода к коммунистическому обществу, — и рабочий класс ничего не жалел для своей науки. Места бесплодным ландаурам и кибернетикам, обжиравшим трудовой народ, или вечным «открывателям» термоядерного синтеза в таких условиях не было, они просто не могли бы существовать в науке экономически и вынуждены были бы идти мести дворы, т. е. на своё законное рабочее место.
Огромную роль в развитии советской техники автоматического управления сыграли десятки крупных заводских лабораторий автоматики, которые, по сути, были экспериментальным производством, составляющим единое целое с производством поточным. Обычной практикой были испытания автоматической системы на экспериментальной линии, и если система или регулятор давали расчётный результат, то их сразу же устанавливали на машины основного производства, подгадывая такую модернизацию под плановый ремонт.
Ещё до войны в СССР был организован специальный Институт автоматики и телемеханики в составе Академии наук, деятельность которого была целиком посвящена вопросам автоматизации промышленности и сельского хозяйства. С 1936 г. в стране выходил специальный журнал «Автоматика и телемеханика», в котором публиковались материалы по многим специальным вопросам этой отрасли. В 17 технических ВУЗах страны были открыты несколько кафедр, где читался курс «Основы автоматики и телемеханики» с целью подготовки специалистов по данному направлению.
Всё это говорило о том размахе, который характеризовал научную и инженерную деятельность в сталинском СССР в области автоматики и телемеханики. В этом отношении вполне можно было сказать, что если крупное капиталистическое производство в своё время нашло для себя адекватный технический базис, когда оно начало производить машины машинами, то социалистическое производство в сталинском СССР нашло для себя адекватную технику, когда машины-автоматы стали производиться другими машинами-автоматами.
К вопросу об информации
В недавней статье РП «Ещё раз о кибернетике. «Чёрт синий и чёрт жёлтый» её автор, т. Иванов, допустил грубую ошибку. Говоря о теориях английского генерала Фуллера, он попытался дать определение информации и сел в лужу. Товарищ Иванов написал, в частности:
«…Старик Фуллер мог и не знать, что информация — это одна из форм отражения действительности в человеческом сознании, она же — управляющий сигнал для сложных машин».
Ошибка Иванова заключалась в том, что информация ― это не одна из форм отражения действительности в сознании человека, а сведения, оповещения о чём-либо, передаваемые от человека к человеку. Это означает, что и источником информации является человек, и «приёмником» её также является человек — независимо от того, какие технические средства «стоят» между ними, независимо от того, какие машины, приборы, устройства и средства настройки этих машин и приборов (машинные «языки», программы, уставки задания и т. п.) используют люди для получения нужных сведений о материальном мире и для их передачи друг другу. Это условие является обязательной частью самого понятия «информация».
Тут есть важная деталь. Знаки, написанные клинописью на глиняной табличке, или же сигнал со спутника, полученный на земле, — всё одно, информацией всё это станет только в том случае, если люди разберутся в этой надписи или сигнале, поймут их содержание, смогут сообщить смысл этих знаков или сигналов другим людям и применят как-либо в своей общественной практике.
Другой вопрос: истинна информация или ложна? Сведения, передаваемые от человека к человеку, могут сообщать ему о действительном положении вещей, о действительных событиях, о действительной сути этих событий. Тогда говорят, что информация правдива, — если это подтверждает производственная и историческая практика.
А могут сообщать то, чего не было на самом деле, или сообщать о действительном событии то, чего в нём не содержалось, чем оно не являлось, или же значения его свойств, которые отличаются от действительных, фактических значений. Тогда информация ложна, это дезинформация или ошибка. Может быть сочетание первого и второго, когда правдиво назван предмет, событие, факт, значение той или иной величины, но растолкованы они в сообщении ошибочно или умышленно искажённо. Это т.н. «полуправда», т.е. разновидность ложной информации, ложь по своему существу, наиболее опасная форма лжи.
Что касается второй части ошибки т. Иванова ― насчёт того, что информация является управляющим сигналом для машин, то, во-первых, ошибочность этого утверждения уже видна из объяснения первой части его ошибки, а во-вторых, будет полезно рассмотреть этот вопрос на «живом» примере «читающей» машины.
В 1938 г. в СССР была изобретена и изготовлена машина для «считывания» массивов цифр, напечатанных на листе бумаги. Она была способна «видеть» цифры и выполнять с ними те действия, которые были указаны на том же листе бумаги13.
Основой этой машины был фотоэлемент, который обладал способностью изменять своё электрическое сопротивление в зависимости от количества света, падающего на него. Сила тока через фотоэлемент, была тем выше, чем больше света на него падало.
Эта машина была разработана во Всесоюзном электротехническом институте (главный конструктор ― В. Е. Агапов). Она «считывала» строки цифр и набирала их в установленном порядке на специальной счётной машине. Устройство считывателя было довольно простым. На вал был насажен вращающийся диск, в котором по окружности были прорезаны десять цифр, от 0 до 9, а также два знака арифметического действия ― умножения и деления. По одну сторону от этого диска на особой движущейся подставке закреплялся лист бумаги с чётко отпечатанными цифрами. Цифры и знаки деления и умножения печатались в строго установленном порядке: устройство с закреплённым листом должно было проходить перед считывающим устройством слева направо определённое расстояние, равное длине строки, а дойдя до конца строки, перемещаться на то же расстояние назад, а затем вниз ― на расстояние, равное суммарной высоте цифры и межстрочного интервала. Горизонтальный и вертикальный ходы устройства настраивались перед работой под известный бумажный документ, под порядок расположения столбцов цифр и размеры цифр и строк.
Лист с цифрами хорошо освещался. Между листом и диском находился фокусирующий объектив, концентрирующий световой пучок. Лист на подставке передвигался так, что перед объективом поочерёдно проходила каждая цифра или знак в отдельности. Изображение цифры, т.е. свет, отражённый от той области, внутри которой была чёрная цифра, через объектив шёл к вращающемуся диску и проецировался на него.
На одном валу с диском была закреплена электрическая щётка. При вращении диска она скользила по неподвижному кольцу из непроводящего материала (принцип счёточного аппарата электродвигателя). К этому кольцу прикреплялись контакты 12-ти электромагнитов соответственно 10-ти цифрам и двум знакам арифметического действия. Электромагниты питались от источника постоянного тока, в цепь которого был включён электронный усилитель. С этим усилителем был соединён фотоэлемент, находящийся позади диска.
Принцип работы аппарата был таким. Предположим, сконцентрированный свет от фонаря падает на цифру «5». Световое отражение области, внутри которой свет поглощается чёрным изображением этой цифры, проходит через объектив и попадает на диск, который вращается. Таким образом, тень от изображения цифры 5» обходит весь диск. Ясно, что тень-изображение пятёрки не сможет полностью закрыть единицу, двойку или другую цифру, не похожую на пятёрку. Поэтому через незатенённые щели в цифре на диске к фотоэлементу, установленному за диском, будут проникать световые лучи. Фотоэлемент под действием этого света начнёт пропускать электрический ток от какого-либо источника к лампам усилителя. Этот ток «запирает» лампы усилителя, так что они не будут пропускать силовой ток на электромагниты.
Когда же изображение проецируемой пятёрки окажется точно напротив цифры «5» на диске, контур проекции совпадёт с контуром прорези и перекроет её. В этот момент фотоэлемент окажется на какое-то время неосвещённым. В этом случае он не «запрёт» лампы электронного усилителя, который, в свою очередь, пропустит через себя ток для питания электромагнита № 5. Электромагнит (соленоидная катушка) сработает, втянет якорь и через систему рычагов произведёт удар по клавише «5» счётной машины.
Так машина набирала те числа, которые были напечатаны на листке задания. Когда же на диск проецировались знаки арифметического действия, счётная машина выполняла это действие: соответствующий электромагнит приводил в действие систему рычагов, которая нажимала на тот рычаг счётной машины (специального арифмометра), которым включалось умножение или деление. Тот же электромагнит взводил пружину, приводившую рычаги кнопки «Результат», которая нажималась автоматически после ввода знака действия и второй цифры. Готовый результат так же автоматически печатался на листе бумаги, который был установлен в тот узел счётно-считывающей машины, который был, по сути, печатной машинкой ― прообразом нынешних печатающих устройств.
Такое счётно-считывающе-печатающее устройство значительно ускоряло работу при обработке всякого рода банковских и бухгалтерских документов, данных переписи и различных статистических материалов. В банках, сберкассах, учреждениях хозяйственного планирования трудилась большая армия счётных работников. Их часто так и называли: «счётчики». Им приходилось каждый рабочий день производить массы математических операций. Для облегчения этого труда применялись счёты, затем арифмометр. Чтобы на арифмометре произвести ту или иную математическую операцию, было нужно нажать клавиши соответствующих цифр и знаков действия, а затем повернуть рукоятку. В специальной строке показывался готовый результат. Та машина, которую сконструировали во Всесоюзном электротехническом институте, должна была заменить собой сразу 3-4 таких «счётчиков» с арифмометрами, ускорить и повысить качество счёта, улучшить условия труда сотрудников.
Неудобством первых моделей этих машин была необходимость предварительной специальной печати листов с цифрами, над которыми нужно было произвести действия умножения или деления, но конструкторы работали над такой считывающей машиной, которая уже могла бы распознавать знаки (буквы, цифры, специальные символы), которые были напечатаны на обычных печатных машинках или разборчиво написаны чернилами от руки. Планировалось создать прообраз сканера, но быстро создать не удалось, так как оптико-механическая часть была создана к 1941 г., но не было ещё такого компактного технического средства, которому можно было бы поручить именно «распознавание» знаков, изображения которых давала оптическая система. Характеристик небольших ламповых вычислителей того времени для этой цели не хватало, нужны были мощные машины, содержащие тысячи ламп или транзисторов. Кроме того, советские физики и инженеры только подходили к созданию оптико-электронных матриц ― миниатюрных преобразователей световых волн в электрические сигналы нужной величины. К 1942 г. машины-сканеры были бы созданы, но работы по ним были прерваны нападением на СССР германского империализма, и продолжились они только в 1944 г. Ясно, что по Плану послевоенного восстановления и развития народного хозяйства СССР созданию электронных сканеров не могли уделить большого внимания, поэтому работы по ним в полную развернулись только к 1949 г. До конца 1953 г. успели создать новые матрицы для электронно-оптических микроскопов и новые фотореле, но затем всё внимание в этом вопросе было сосредоточено на специальной и военной технике. В 1955–1989 г. сканирующие электронные устройства на основе многоэлементных матриц для гражданской промышленности разрабатывались, но медленно и не получая широкого применения в производстве.
Была ли информация в «читающей» машине Агапова «управляющим сигналом» для неё? Давайте разберёмся. Цифровой текст на листе печатал человек. Смысл строк и столбцов с цифрами и знаками был понятен только человеку, у «считывающей» машины не могло быть никакого «своего отношения» к нему, т. к. всякие отношения между вещами определялись человеком, его производственными надобностями. Далее, человеком измерялись длина и высота строк и межстрочных интервалов, а также высота столбцов или тех частей цифрового текста, на которые он разбивался на листе. На основании этих измерений человек с помощью винтов, рычагов и реостатов настраивал вертикальный и горизонтальный ходы каретки, в которой закреплялся лист с цифрами.
Далее машина включалась, и на фотоэлемент попадал свет, т.е. электромагнитные волны видимого спектра, имеющие одинаковые характеристики, но при этом площадь светового потока и, стало быть, освещённость фотоэлемента менялась ― от практически полного нуля (когда тень от цифры перекрывала прорезь в форме этой же цифры во вращающемся диске) до некоторой максимальной величины. Когда освещённость фотоэлемента была близка к 0, через фотоэлемент проходил управляющий ток к усилителю, «открывал» его, и далее силовой ток шёл к исполнительным механизмам. Когда освещённость фотоэлемента была выше 0, фотоэлемент «закрывался», как транзистор, и ток к усилителю и исполнительным механизмам не шёл. Управляющим сигналом для фотоэлемента был свет, а режим работы фотоэлемента определялся количеством света, попадающим на поверхность фотоэлемента, т. е. освещённостью. Никакой информации, т. е. осведомления, сообщения о каком-либо событии или деятельности здесь не было, и быть не могло. Было воздействие на фотоэлемент электромагнитного излучения с определённой амплитудой, частотой и длиной волны, интенсивность которого определялась свободной площадью чёрного знака на листе бумаги (площадью поглощения света) и площадью прорези во вращающемся диске.
Для усилителя управляющим сигналом был слабый ток, который проходил через фотоэлемент в том случае, если он не был освещён. Для электромагнитов, приводящих в действие системы рычагов, нажимающих на клавиши счётной машины, управляющими органами были фотоэлемент, соединённый с усилителем тока, а само управление (включение и выключение) электромагнитами осуществлялось с помощью усиленного тока, который поступал от усилителя на обмотки магнитов и вызывал там магнитное поле, которое втягивало внутрь магнита сердечник из электротехнической стали. Происходило преобразование электрической энергии в механическую, которая позволяла привести в движение систему рычагов, а концевому звену этой системы ― нанести удар по нужной клавише арифмометра.
Что же было программой для всей машины? Часть этой программы была описана выше, когда речь шла о настройках хода каретки с листом бумаги. Кроме того, человеком настраивались: частота вращения двигателя, который вращал диск, а значит и скорость движения каретки, напряжение в сети питания машины, сила освещения, т. е. напряжение на спирали в лампе накаливания, установленной в том фонаре, который освещал лист бумаги с цифрами, величина выходного напряжения усилителя, фокусное расстояние объектива. В совокупности своей эти настройки и составляли программу работы «читающего» автомата.
Что касается информации, то она была составлена человеком и написана им на листе бумаги, затем проверена другим человеком, ревизором или последовательным контролёром и утверждена третьим человеком ― заведующим кассой или сектором учёта. Для них значки и символы на листе были информацией, т. е. сообщением о тех или иных событиях или процессах действительности, имеющим специфическую форму ― форму упорядоченного множества цифр. Итоги работы машины в виде записи расчётов на листе бумаги опять-таки становились информацией только тогда, когда попадали по назначению к людям, которые использовали эти расчёты в своей работе.
Таким образом, здесь источником информации для одних людей были другие люди, или один и тот же человек — если данные для расчётов и результаты расчётов составлялись и получались одним и тем же лицом, независимо от того, что вместо расчётов вручную человек «поручил» их проведение машине, усилив ею свои производственные возможности. То же касается и всех современных сложных электронных машин: сколь бы сложными они ни были, они являются орудиями труда, повышающими производственные возможности человеческих органов. И ничего больше.
Подготовил: Д. Вуйцык
4 В. С. Вихман, Фотоэлектронная автоматика в станкостроении, Автоматика и телемеханика, 1937 г., вып. 1, стр. 33–46. ←
5 Астахов, «Москвичи впереди», «Сталинское племя», 1940 г., № 21 (324), стр. 1. ←
6 В. А. Михайлов, Фотоэлектронный автоматический анализатор, Техническая физика, 1936 г. вып. 4, стр. 11-13. ←
7 В. Козо, «Равняться на передовых», «Червоний шахтар», стр. 1, № 33/41, 1941 г. ←
8 Л. И. Гутенмахер, Электронно-ламповые вектормеры, Автоматика и телемеханика, 1937, вып. 6, стр. 10, 12–18. ←
9 «Основные направления развития тяжёлой промышленности Донецкой области в 3 пятилетке и на период до 1945 г.» (из Отчёта экономического отдела Донецкого обкома ВКП(б) на Областной конференции ВКП(б), Советов и Облсовпрофа 2–4 февраля 1941 г.), стр. 4-7. Сталино, изд-во «Радянська Донеччина, 1941 г. ←
10 Г. А. Сломянский, Скоростной прибор и гироскоп с двумя степенями свободы как элементы автоматической продольной стабилизации самолёта, Автоматика и телемеханика, 1937 г., вып. 4, стр. 114–118, 121–124. ←
11 См.: Б. Е. Телишевский, Автоматизация производства в чёрной металлургии, Работы КТА, Секция металлургической промышленности, 1937 г., стр. 24–41. ←
12 Справка-отчёт производственного отдела НКМЗ за 1950 г. «Машиностроитель», № 165, стр. 12. Краматорск, издательство «Краматорский рабочий», 1950 г. ←
13 В. А. Гиндоман, Проблемы механизации и автоматизации учётного труда, Учёные труды Московского кредитно-экономического института, 1938 г., III том, стр. 132–137. ←
Вот это да! Словно научная фантастика. Очень интересно и познавательно
Ностальгия накатила после прочтения,учебные годы вспомнились и все что с этим связано ,спасибо вам.А ведь при капитализме все делается и сводится к тому чтобы человек совсем не думал,к самым простейшим операциям,да и те стараются исключить,короче деградация идет во всем.Вот так
«позволило повысить производительность труда на 15-20 %, что дало за 3-4 кварталы 1940 г. дополнительной продукции на 68 000 рублей5. Это немало.»
Нисколько (нисколько!!!) не умаляя ценности статьи и значения автоматизации и т.п. (особенно в реальные социалистические времена), точно ли это «немало»?
А то ведь троцкисты набегут, насчитают (из расчета зарплаты квалифицированного рабочего и цен того времени)…
За 2(!) квартала(!), на весь завод(!). Это будет (грубо) около 150 зарплат (месячных) того же квалифицированного рабочего?
Что-то какая-то голимая автоматизация получается.
Вы как читалито место? Это всего лишь один из цехов ЗиСа. Всего лишь цех, где умудрились сэкономить 150 зарплат рабочим не ущемляя самих рабочих, а облегчив их труд! А представьте суммы в масштабах не цеха, а завода? А в масштабах отрасли? А в масштабах промышленности, всей страны? Речь пойдёт о миллионах, а в конце концов и миллиардах рублей, которые будут потрачены на новые больницы, школы, институты, новое просторное жилье (не студия в 11 квадратных метров — достижение капиталистической России за 30 лет контрреволюции в области строительства жилья для трудящихся), новые заводы, освоение космоса, новые обсерватории и т.д.
Галимая ли тогда была эта автоматизация в отдельно взятом цеху? Подумайте.
Буржуи РФ активно выжимают максимум прибыли из рабочих на станках чпу построенных в последний год СССР. Российские капиталисты приобрели небольшое количество зарубежной техники, но она быстро выходит из строя в условиях санкций, без должного ТО и ТР. Это характерно и для всей буржуазной экономики РФ, капиталисты выжимают максимум прибыли из труда рабочих и крестьян, работающих на основных средствах, станках, земле. Что приведёт к полному износу основных средств, станков, машин, истощению земли к моменту образования и взятия власти большевистской партией в РФ. Не останется практически ничего из более-менее нормальных, работающих основных средств. Будем всё восстанавливать под огнём капиталистического окружения!